结合剂:电镀
粒度:细粒度
起订:10支
供应:1000支
发货:10天内
| 结合剂 | 电镀 |
|---|---|
| 粒度 | 细粒度 |
| 形状 | 异形 |
| 产地 | 河南郑州 |
| 长度 | L60 |
| 品牌 | 河南科美 |
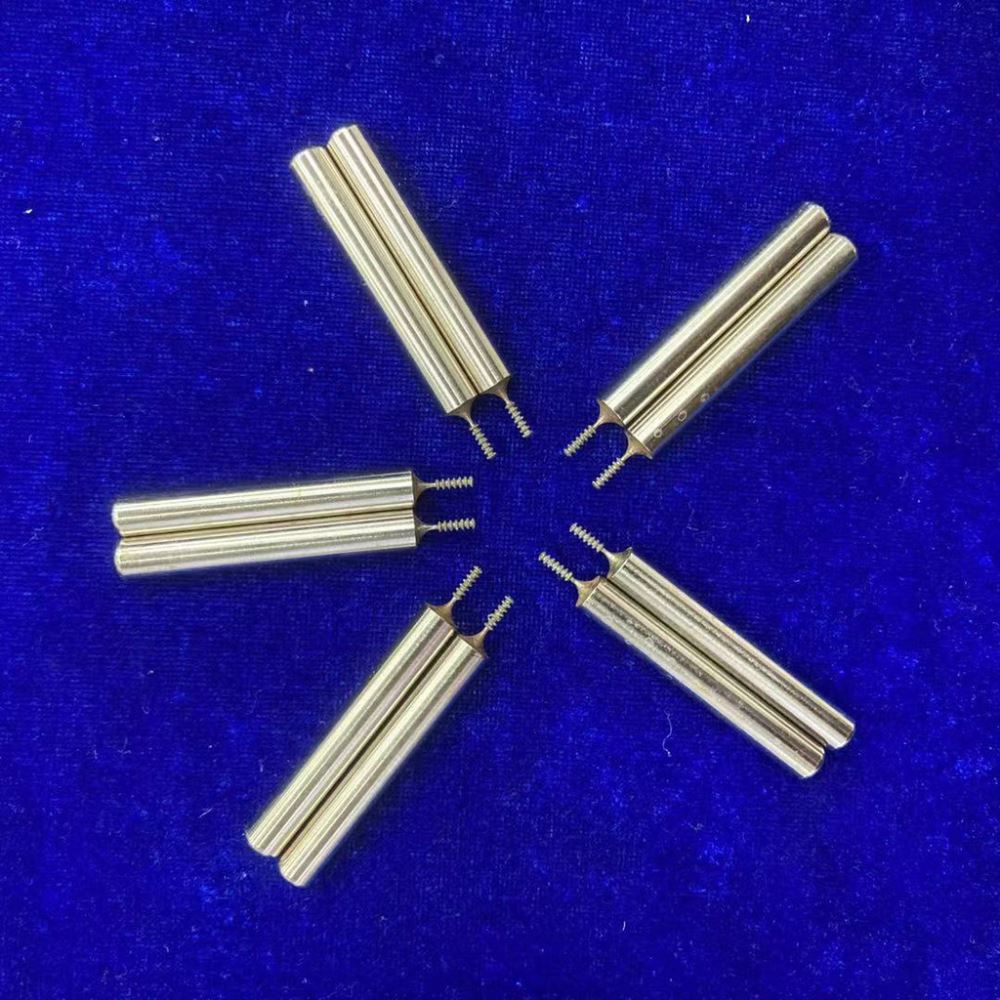
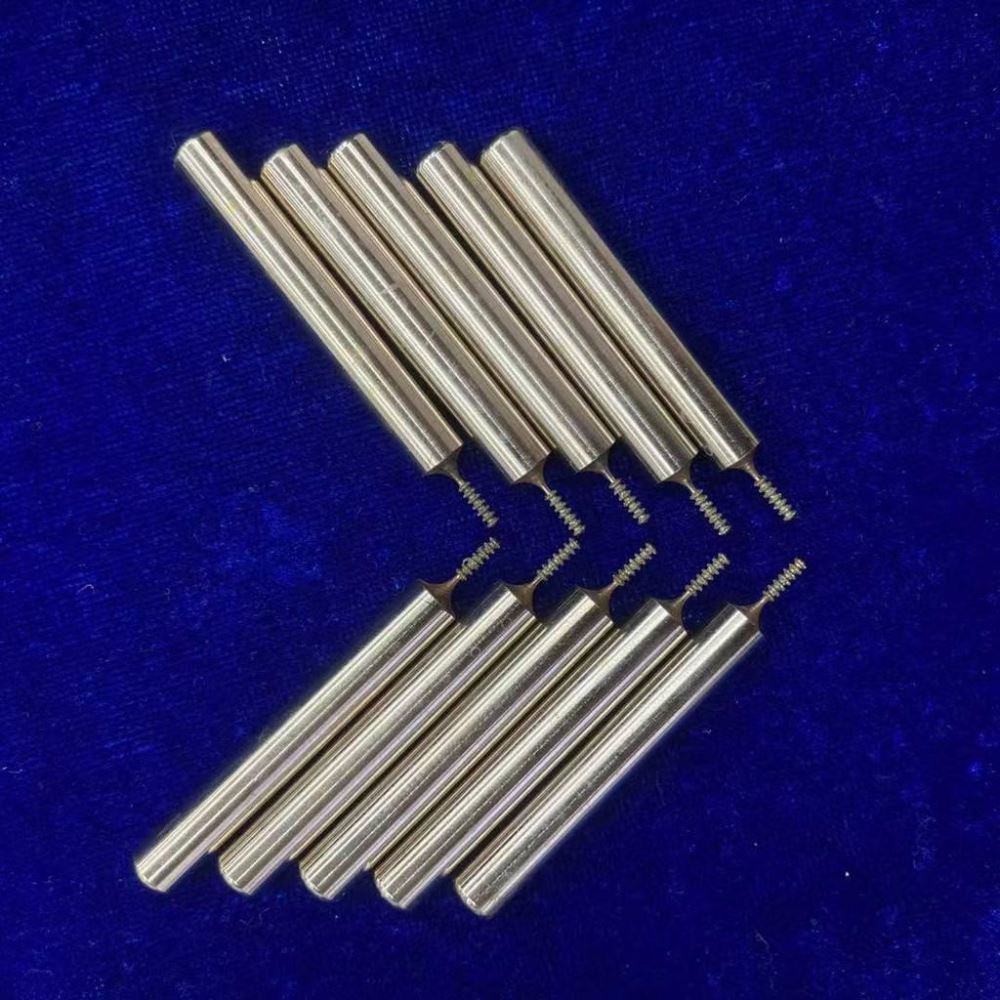
河南科美 【异形磨头】 螺旋形状丝锥磨头 600/800#细粒度电镀SDC磨头 Φ6/8超精磨头 磨具生产厂家13283803553
内圆磨削砂轮的选择
1.例:套筒内孔精磨
技术条件:材料20Cr,渗碳
淬火,硬度HRC56~62。
精磨余量:0.05~0.08mm。
砂轮转速:8000~10000
工件转速:250转/分;
纵向进给量:400毫米/分;
横向进给量:0.003~0.005毫米;
冷却液:轻柴油加机油。
选用砂轮:P 35×25×13GG(PA)或GB(WA)80#
K~L(ZR1-2)V(A)。
效果:光洁度稳定在V8级。
2.内圆磨削砂轮选择要点
(1)应根据不同的工件尺寸选用不同直径的砂轮,并尽
可能选外径大一些的砂轮,这样可增加砂轮线速度,以提高
磨削生产率和工件表面光洁度。
(2)内圆磨削时,砂轮和工件接触面积较大,容易使工
件表面发热而引起烧伤,所以选用砂轮硬度不能过高,粒度
要粗一些。
(3)磨小而长的孔时,为了避免产生锥度,砂轮硬度要
选高一些。
(4)磨内圆靠端面时,砂轮端面要修成的
形状。
(5)磨削内孔时,选用铬刚玉砂轮能获得较好的光洁
度。内圆磨削砂轮特性的选择;
(三)平面磨削砂轮的选择
1.例:卡尺尺身的平面磨削
技术要求:材料:T10A,热处理后HRC40~50;
表面光洁度:V8;
平直度:总长400毫米要求0.1毫米。
磨削条件:机床:M7130平面磨床。
磨削用量:砂轮转速:1440转/分;
横向走刀速度:2毫米/每次往复;
纵向走刀速度:15~20米/分;
吃刀深度:0.01毫米。
乳化液冷却。
选用砂轮:P350×40×127GB(WA)46#~70#
J~K(R3~ZR1)V(A)。
效果:光洁度达到要求,工件不烧伤、不变形。