










| 包装 | 25升/桶 |
|---|---|
| 产地 | 中山市 |
| 供货地 | 中山市 |
| 密度(15℃) | 5 |
| 酸值 | 6 |
| 运动粘度(40℃) | 2 |
| 品牌 | 娇龙 |
| 型号 | 116 |
| 闪点(开口)℃ | 45 |

116防锈剂
概述本品为浅黄色到棕红色液体,,不易燃烧,由多种**防锈剂、浓缩缓蚀剂以及其他助剂组成,在特殊工艺条件下按配方比例配制而成的一种高效水溶性防锈剂,它可以与水互溶,与传统的防锈油相比,它免去了采用防锈油对后续工序的不利影响,它的成分中不含致癌物,对人基本无任何毒害作用,在同类产品中防锈能力有着极大优势居国内外先进水平。广泛应用于五金产品的防锈处理和工序防锈处理。电镀防锈,电镀钝化处理
应用
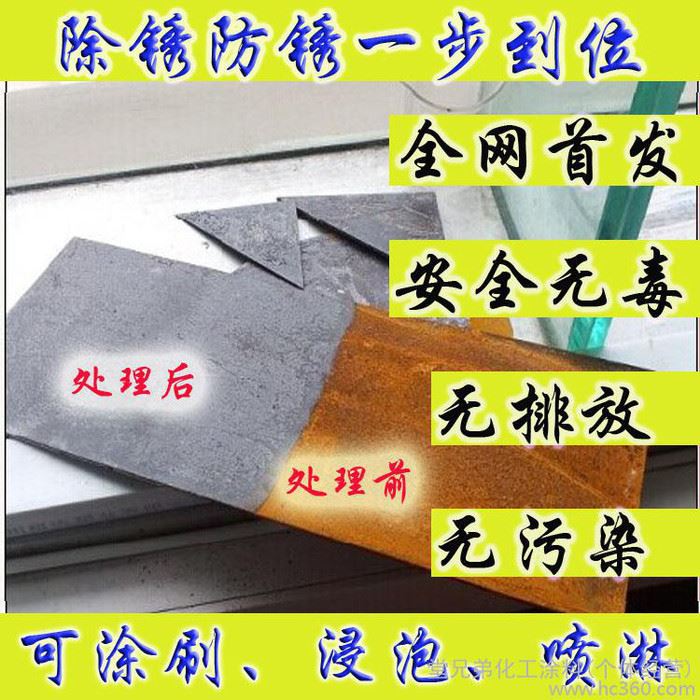
适用于五金机械制造和维修过程中各种的加工工序间防锈、半成品防锈或成品防锈。已在五金制造,表面处理和电镀等行业广泛使用,特别在钢铁酸洗后防锈钝化效果更为突出。其防锈效果居全国先进水平。
操作参数:
使用浓度(本品:自来水) | 处理后工件表面状态 | 防锈期参考值 |
1:100 | 干性 | 7天以上(非电镀工件) |
1:20 | 微油性 | 三个月以上(非电镀工件) |
1:9 | 油性 | 一年以上(非电镀工件) |
使用方法:根据实际情况选取相对的浓度用清水稀释,搅拌均匀即可使用,工作液温度为常温-60℃,工件浸泡时间1分钟以上,浸泡期间稍抖动工件,浸泡完成后(千万不要用水洗)自然风干,或用60-80度烘干,如果自然晾干的话切记工件不要堆积在一起。
注意:以上数据仅供参考,(因工件材料,存放环境不同会有所差别,)可根据自己的实际情况选择合适的操作浓度。处理好的工件避免接触水份,请勿存放于潮湿的地方。
操作流程:
工件电镀(或酸洗除油)→水洗→116处理→烘干(或自然风干)-包装
常见故障及解决方法
故障现象 | 原 因 |
处理后产品长锈 | 1浓度不足,2工作液严重污染。3烘干温度过高,4浸泡时间不够长。 |
工作液严重浑浊 | 使用时间太长,受到严重污染,建议更换。 |
注意:本品有时为外观颜色为浅黄一点,有时为棕红一点,其防锈效果不变,请放心使用。
包装:25公斤/桶
贮存:阴凉通风,远离火源
声明:此说明书的内容与建议,是以本公司的实验数据为基准;由于各使用者在操作及设备上有所差异,因此,本公司对于本公司各相关产品使用后结果,不作任何保证,亦不负不良结果所导致的损害责任,此说明书内所有资料,不得作为侵犯版权的证据。