








| 品名 | 钨钴类硬质合金 |
|---|---|
| 牌号 | D2 |
| 产地 | 日本黛洛伊 |
| 主要金属含量 | 90(%) |
| 杂质含量 | 0.01(%) |
| 粒度 | 0.8-1.0(目) |
日本住友硬质合金是有史以来最成功的合成工程材料之一。它在强度、硬度和韧性方面的独特结合能很好地满足绝大部分的应用需求。由住友硬质合金加工成的耐磨部件提高了众多产业领域的生产力,仅举几例,即有金属切削、采矿、矿物和土木工程、农业、食品加工和纺织业。尽管这些行业各不相同,但都有一个共通点:对抗冲击、耐腐蚀和抗磨损性能的迫切需要。这就是他们使用住友生产的硬质合金耐磨部件的原因。XF1 AF1 AF0 AFU A1 KD20 KH12 KH03 KH05 A1 H1 F0 F1 D2 GR30 G1 G2 G5 G6 G7 G8 EH10 ZF16这些材质很大程度上都能克服变形,冲击,重载,高压,腐蚀和高温等严酷条件。
日本住友钨钢:
日本住友AF1超微粒钨钢
硬度:91-93
抗拉强度:450
密度:14.10
硬度高韧性好,有合金之王的称号,用于五金冲压,剪切,折弯成型等超精密模具(所有
铜片),铣床和加工中心之刀具头部.
V20钨钢
硬度:90 密度:14.6-14.9
抗拉强度:1750
用途:具有较好的韧性和相适的耐磨性,主要用于线材,棒材加工用的拉制模,同时也适
合铸铁,有色金属材料不平整表面和间断切削时的粗车,精刨,精铣,一般孔和深孔的钻
孔,扩孔及制作木工刀具等。
富士钨钢硬度/抗折力/延伸力/压缩强度/耐冲击强度 | ||||||
| 硬度 | 抗折力 | 延伸力 | 压缩强度 | 耐冲击强度 | 中威金属材料有限公司 |
F08 | 93.5 | 3920 | 2140 | 6280 | 20 | 具有高硬度,优越的耐磨耗性能.IC线框,塑封模,超薄刀片等模具. |
TF09 | 93 | 4410 | 2450 | 6080 | 25 | 具有高硬度,优越的耐磨耗性能.IC线框,塑封模,超薄刀片等模具. |
F10 | 92.5 | 3820 | 2110 | 5880 | 5.4 | 具有高硬度,优越的耐磨耗性能.IC线框,塑封模,超薄刀片等模具. |
TF20 | 91 | 3480 | 1910 | 5390 | 34 | 具有高硬度,优越的耐磨耗性能.IC线框,塑封模,超薄刀片等模具. |
N05 | 93.5 | 2700 | 1480 | 5580 | 10 | 主要是用来拉拔,挤压模用 |
N10 | 92.5 | 3240 | 1770 | 5690 | 25 | 主要是用来拉拔,挤压模用 |
D20 | 91.5 | 2890 | 570 | 5400 | 29 | :具有良好的韧性和耐磨性,用线材和管拉模零件冲压凹模,电机定转子,EI钢片,LED线架冲压 |
D50 | 89 | 3330 | 1810 | 4610 | 59 | :具有良好的韧性和耐磨性,用线材和管拉模零件冲压凹模,电机定转子,EI钢片,LED线架冲压 |

材质介绍:
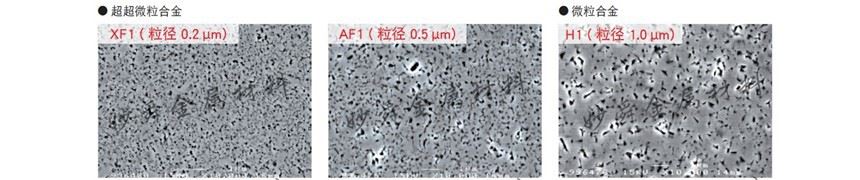
超超微粒合金「AF1 XF1」
比以往材质更加微细化,兼具高韧性、高硬度,实现了优异刃立性的世界最高水平的材质。
超微粒合金「A1」
超微粒合金A1是耐磨损性韧性高、通用性优异的畅销材质。
微粒合金「H1」
用于加工非铁金属,是值得信赖的材质。
一般硬质合金「EH10」
在铸铁和难削材的一般加工应用中得到很高评价的材质。是最适用于钻头、绞刀用的合金。
「KH系列」
KH03具有可与A1匹敌的强度(抗折力)和硬度,而且耐崩口性与超微粒材质相比有了大幅的改善。
KH05硬质合金的粘结剂量高于KH03,提高了强度(抗折力)、耐崩口性的材质。

IGETALLOY备有改变了主要成分WC粒度、TiC、TaC等的复式碳化物成分及其添加量以及结合材Co的添加量的多种组织和组成的切削工具用硬质合金,通过对它们的区别使用,在多样的被削材、切削条件之下发挥优异的耐磨损性和韧性的高性能。
|
 IGETALLOY超微粒合金系列达到了世界最高水平的超微粒组织,在用于小径钻头等时发挥优异性能。
中威集团
| IGETALLOY的特点是将主要成分WC组织控制在0.2~1μm以下的超微粒, 是兼备了高强度和硬度的硬质合金。另外,具有优异的锋利性,加工面的表面成色也很优异。 灵活运用这些特长,在以φ0.1mm以下的印刷电路板用钻头为首的钻头、立铣刀材料和 薄刃切口刀、精密模具等多种用途中发挥优异性能。 |
技术指导:(车削加工的问题及对策)
问题:后刀面摩损
原因:刀具材质的耐磨性不足·前刀角过小·切削速度过高·进给量极低
对策:选择耐磨性高的材质·增大前刀角·降低切削速度·增加进给量
问题:月牙洼磨损
原因:刀具材质的耐月牙洼磨损性不足·前刀角过小·切削速度过高·进给量和切深过大
对策:选择耐月牙洼磨损性高的材质·选择平滑性高的涂层·增大前刀角·选择正确的刀片断屑槽·降低切削速度·减小进给量和切深
问题:刀尖损伤
原因:切刃小崩口·刀具材质的韧性不足·切屑粘附导致切刃脱落·切刃强度不足·进给量和切深过大
对策:选择韧性高的材质·选择不易粘着的材质涂层/金属陶瓷材质·增大切刃的倒圆量·减小前刀角·减小进给量和切深
问题:切刃崩损
原因:刀具材质的韧性不足·切刃强度不足·刀杆强度不足·进给量和切深过大
对策:选择韧性高的材质·选用切刃强度高的刀片断屑槽·选择大横切刃角的刀杆·选择刀柄尺寸大的刀杆·减小进给量和切深
问题:积屑瘤的附着
原因:选定的材质不合适·切刃锋利性差·切削速度过低·进给量过低
对策:选择与被削材料亲和性低的材质涂层/金属陶瓷材质·选择平滑性高的涂层·增大前刀角·减小倒圆·提高切削速度·增加进给量
问题:塑性变形
原因:刀具材质的耐热性不足·前刀角过小·切削速度过高·进给量和切深过大·切削油不够
对策:选择耐热性高的材质·增大前刀角·降低切削速度·减小进给量和切深·适合的切削油量
问题:境界损伤
原因:刀具材质的耐磨性不足·前刀角过小·切削速度过高·进给量过高·切深不变
对策:选择耐磨性高的材质·选择平滑性高的涂层·增大前刀角·降低切削速度·降低进给量·改变使切深变动的边界位置
我们的信念:在追求卓越的同时,成功会不经意间的跟上你!
我们的目标:峰峦之巅,你我共赏!力求成为客户首选的长期信赖的合作伙伴。
我们的核心理念:用实际行动来证明一切。
欢迎广大新老客户来电洽谈:0769-83065755传真: 0769-85337955
联系人:张丽13798833502
企业 QQ: 2664097047
诚信通ID:zw169888888
诚信通网址://zhongweijt./
地址:广东市长安镇长安新安社区新安一路21号.
为了向广大客户提供更完善的服务,我公司分别在深圳,东莞等地区特设24小时专车送货。