








| 品名 | 钨钴类硬质合金 |
|---|---|
| 牌号 | PN90 |
| 产地 | 瑞典 |
| 主要金属含量 | 90(%) |
| 杂质含量 | 0.02(%) |
| 粒度 | 好(目) |
1、硬质合金介绍
硬质合金,通常简称“合金”。一般来说,硬质合金的定义如下:硬质合金是以高硬度难溶金属的碳化钨(WC、TiC)微米级粉末为主要成分,以钴(Co)或者镍(Ni)、钼(Mo)为粘结剂,在真空炉或者氢氧还原炉中烧结而成的粉末冶金制品。
碳化钨的基体由两部分组成:一部分是硬化相,另一部分是粘结金属。
硬化相是元素周期表中过渡金属的碳化物,如碳化钨、碳化钛、碳化钽,它们的硬度很搞,熔点都在2000℃以上,有的甚至超过了4000℃。另外,过渡金属的氧化物,硼化物,硅化物也有类似的特性,也可以充当硬质合金中的硬化相。硬化相的存在决定了合金具有极高硬度和耐磨性。
粘结金属一般是铁族金属,常用的是钴和镍。
制造硬质合金选用的原料粉末粒度在1-2微米之间,且纯度很高原材料按规定比例进行配料,加进酒精和其他介质在湿式球磨机中湿磨,使它们充分混合、粉碎,经干燥、过筛后加入蜡或胶等一类成型剂,再经过干燥、过筛制得混合料。然后,把混合料制粒,压型,加热到接近粘结金属熔点(1300~1500℃)的时候,硬化相粘结金属便形成共晶合金。经过冷却,硬化相分布在粘结金属组成的网格里,彼此紧密的联系在一起,形成一个牢固的整体。硬质合金的硬度取决于硬化相含量和晶粒粒度,即硬化相含量越高,晶粒越细,则硬度也越大。硬质合金的韧性由粘结金属决定,粘结金属含量越高,抗弯强度越大。
硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列的优良性能,特别是它的高硬度和耐磨性,即使在500℃的高温下也基本保持不变形,在1000℃时仍有很高的硬度。硬质合金广泛用作刀具材料,如车刀,铣刀、刨刀,钻头,镗刀等。用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高锰钢、工具钢等难加工的材料。现在新型硬质合金刀具的切削速度等于碳素钢的数百倍。
同时,硬质合金还可以用来制作岩凿工具、采掘工具、钻探工具、测量量具、耐磨零件、金属磨具、汽缸衬里、精密轴承、喷嘴等
我公司所有硬质合金产品均采用新料或者原生料,具有良好的质量和性能。同时我公司将根据您的要求提供样品和产品报价。

2、硬质合金推荐牌号介绍
硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列的优良性能,特别是它的高硬度和耐磨性,即使在500℃的高温下也基本保持不变形,在1000℃时仍有很高的硬度。硬质合金广泛用作刀具材料,如车刀,铣刀、刨刀,钻头,镗刀等。用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高锰钢、工具钢等难加工的材料。现在新型硬
同时,硬质合金还可以用来制作岩凿工具、采掘工具、钻探工具、测量量具、耐磨零件、金属磨具、汽缸衬里、精密轴承、喷嘴等
我公司所有硬质合金产品均采用新料或者原生料,具有良好的质量和性能。同时我公司将根据您的要求提供样品和产品报价。
钨钢硬质合金材料的硬度是钢材中**高的硬度在80-96HRA之间,在选购钨钢的时候应该清楚自己所用的材质以及用在甚麽方面上,eg:用在长钨钢硬度**要高点,用在冲压上的钨钢**要选择硬度低,高韧性的钨钢材料
台湾春保钨钢:
A:耐磨耗工具用KG05 KG1 KG2 KG3 KG4 KG5 KG6 KG7...
B:非磁性NA10 NA20 NA30 NA70 .....
C:ISOK级KR10 KR15 KR20 SK25.......
D:超微粒WF03 UF03 K100 WF05 WF10 WF15 K200 WF20 WF25 WF30 WF30 WF40 CB20F
无磁钨钢:M10 M20 M30 M40 M50 M60等
日本钨钢:AF1,F08,G3,V10,V20,V30,Z01,Z10,Z20 Z30......
日本富士钨钢钨钢牌号VF12 VD45 TVG60 T15 J05 CE-08 D20 D40 D50 D60 G55 G65 G70 G85
瑞典瑞克硬质合金:
A:B2 B23 B45 G4 G5 G27 H5 H13 H20 H30 H45 HX S1F S1G S2 S4 S6 S25M SU4
B:矿山工具KE8 KE9 KE10 KE11 KE12 KE13 KE16 KE18 .....
钨钢牌号对照:S1、S2、S3、S4、S5、S25、M1、M2、H3、H2、H1、G1 G2 G5 G6
G7 D30 D40 K05 K10 K20 YG3X YG3 YG4C YG6 YG8 YG9 YG12 YL10.2 YG15 YG20 YG25G28 YT5 YT14 YT15 P10 P20 M10 M20 M30 M40 V10 V20 V30 Z01 Z10 Z20 Z30 CD650CD636 CD337 CD750.....
标准规格有大量库存,现货供应。特殊规格可定做。欢迎广大客户来电咨询。

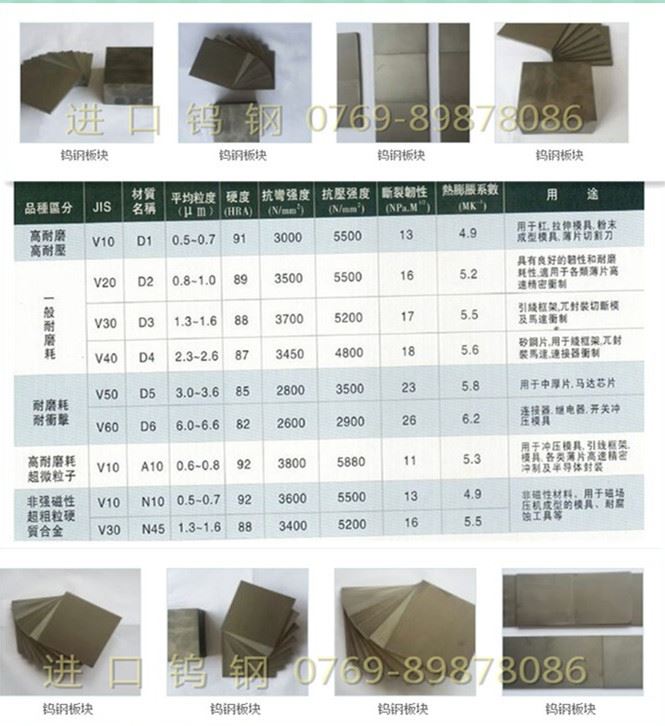
富士钨钢硬度/抗折力/延伸力/压缩强度/耐冲击强度
硬度 抗折力 延伸力 压缩强度 耐冲击强度
F08 93.5 3920 2140 6280 20 具有高硬度,优越的耐磨耗性能.IC线框,塑封模,超薄刀片等模具.
TF09 93 4410 2450 6080 25 具有高硬度,优越的耐磨耗性能.IC线框,塑封模,超薄刀片等模具.
F10 92.5 3820 2110 5880 5.4 具有高硬度,优越的耐磨耗性能.IC线框,塑封模,超薄刀片等模具.
TF20 91 3480 1910 5390 34 具有高硬度,优越的耐磨耗性能.IC线框,塑封模,超薄刀片等模具.
N05 93.5 2700 1480 5580 10 主要是用来拉拔,挤压模用
N10 92.5 3240 1770 5690 25 主要是用来拉拔,挤压模用
D20 91.5 2890 570 5400 29 :具有良好的韧性和耐磨性,用线材和管拉模零件冲压凹模,电机定转子,EI钢片,LED线架冲压
D50 89 3330 1810 4610 59 :具有良好的韧性和耐磨性,用线材和管拉模零件冲压凹模,电机定转子,EI钢片,LED线架冲压
材质介绍:
超超微粒合金「AF1 XF1」
比以往材质更加微细化,兼具高韧性、高硬度,实现了优异刃立性的世界**高水平的材质。
超微粒合金「A1」
超微粒合金A1是耐磨损性韧性高、通用性优异的畅销材质。
微粒合金「H1」
用于加工非铁金属,是值得信赖的材质。
一般硬质合金「EH10」
在铸铁和难削材的一般加工应用中得到很高评价的材质。是**适用于钻头、绞刀用的合金。「KH系列」
KH03具有可与A1匹敌的强度(抗折力)和硬度,而且耐崩口性与超微粒材质相比有了大幅的改善。
KH05硬质合金的粘结剂量高于KH03,提高了强度(抗折力)、耐崩口性的材质。
IGETALLOY备有改变了主要成分WC粒度、TiC、TaC等的复式碳化物成分及其添加量以及结合材Co的添加量的多种组织和
组成的切削工具用硬质合金,通过对它们的区别使用,在多样的被削材、切削条件之下发挥优异的耐磨损性和韧性的
IGETALLOY超微粒合金系列达到了世界**高水平的超微粒组织,在用于小径钻头等时发挥优异
IGETALLOY的特点是将主要成分WC组织控制在0.2~1μm以下的超微粒,
是兼备了高强度和硬度的硬质合金。另外,具有优异的锋利性,加工面的表面成色也很优异。
灵活运用这些特长,在以φ0.1mm以下的印刷电路板用钻头为首的钻头、立铣刀材料和
薄刃切口刀、精密模具等多种用途中发挥优异性能。
金一钢专业代理销售各国进口钨钢硬质合金(现货供应大量库存)
美国肯纳钨钢:
CD-750,CD-636,CD30,CD35,CD-K3135,CD-36,CD-KR855,CD337,CD-3190,CD-KR466,CD-18,CD-40,CD-50,CD-D3150,CD-650,CD-60,CD-KR887,CD-70金一钢金属材料
日本钨钢:
AF1,F08,G3,V10,V20,V30,Z01,Z10,Z20,D30,K10,K01,K20,K30,K05,Z30,M30,P30,P20,P10,P05,P25,M10,M20,VF12,VD45,TVG60,T15,J05,CE-08,D20,D40,D50,D60,G55,G65,G70,G85
超微粒钨钢: F08 TF09 F10 F20 N05 N01
粗粒硬质合金进口钨钢:C50 C60 C70 U61 U77 U83
无磁硬质合金进口钨钢:M10 M45 M50 M70
工业陶瓷硬质合金:FCA10 FCY40A FCY20A
台湾春保钨钢:WF10 WF03 WF15 VA80 UF03
钨钢牌号对照:S1、S2、S3、S4、S5、S25、M1、M2、H3、H2、H1、G2、G5、G6、G7、E60、YG10X、D30、D40、K05、K10、K20、YG3X、YG3、YG4C、YG6、YG8、YG9、YG12、YL10.2、YG15、YG20、YG25、YG28、YT5、YT14、YT15、P10、P20、M10、M20、M30、M40、V10、V20、V30、Z01、Z10、Z20、Z30、CD650、CD636、CD337、CD750、YL60、YW3、YW4、YS25、YT30、YK25、YG20C、YG8C

牌号 | 钴%比 | 种类描述 | 产品运用 |
CD-700 | 4% | 超抗磨损 | 喷嘴.锤头.拉伸模具.采油方面的工具 |
CD-30 | 6% | ||
CD-630 | 6% | 高抗磨抗震 | 电路圈板钻孔.聚脂薄膜的冲压模具.顶端压榨机. |
CD-35 CD-K3135 | 9%9% | 高抗磨抗震 | 滚花纹轮.用带锯锯.拉伸模具.棒工模具.压制模具.冲压模具.中级金属弯曲. |
CD-36 | 10% | 高抗磨 | 冲压模具.金属压制模具.拉伸模具. |
CD-636 CD-KR855 | 10%10% | 高抗磨抗震 | 冲制黄铜制品.(0.10厚)能冲模熨平衣服环.钻孔机(云母).钢铁.旋转轧.滚转压碎.压制模具.冲压模具.焊接框架(细小部分的铜).退火铜.拉伸模具(不锈级数为300) |
CD-337 CD-K3109 CD-KR466 | 111212 | 重型冲击轻磨损 | 冲压穿孔.冲压模具.成型模具.能冲模冲压机.模具.矿业工具.冲[撞]钻头.冷成型.回压冲压机.0.75’’厚包金箔的钢铁剧烈的拉伸模具.不锈的305刺穿冲压机,运用在粘性的钢铁中有很好的效果. |
CD-18 | 强抗磨抗损 | 冲压含硅钢铁模具.黄铜制品.青铜.铝.聚脂薄膜.迭片结构模具.卷轴,模具. | |
CD-40 | 13% | 中级冲击 | 冲压模具.压制模具.青铜.铜.能冲磨环形物,.金属成型模具.拉伸模具.剃刀刀刃模具.冲制模具.钻头 |
CD-50 CD-K3150 | 15%15% | 中级抗冲抗磨损 | 冲压模具.成型模具.卷轴模具.心轴.切割刀.压制模具.钻孔棒.石油过滤器.研磨刀刃,.冲压模具锯齿.钳子狭口.铝模具模锻. |
CD-650 CD-KR887 | 15%15% | 低冲击抗磨损性强 | 剃刀刀刃的冲压模具.电子冲压.引线框模具.迭片结构.弹性钢铁冲压.压碎卷形物.冲制模具.(重金属). |
CD-60 | 20% | 重冲击重震动 | 收割台模具. ,锻匠碾碎.铆钉装置 |
CD-70 | 25% | 强抗震磨抗冲击 | 巨大的消隐冲压机.冷制模具.钉子和钳子模具.模锻模具. |
主要生产**世界上有50多个**生产硬质合金,总产量可达27000~28000t-,主要生产国有美国,俄罗 斯,瑞典,中国,德国,日本,英国,法国等,世界硬质合金市场基本处于饱和状态,市场竞争十分激烈。中国硬质合金工业是50年代末期开始形成的,60~70年代中国硬质合金工业得到了迅速发展,90年代初中国硬质合金总生产能力达6000t,硬质合金总产量达5000t,仅次于俄罗斯和美国,居世界第3位。 硬质合金烧结成型**是将粉末压制成坯料,再进烧结炉加热到一定温度(烧结温度),并保持一定的时间(保温时间),然后冷却下来,从而得到所需性能的硬质合金材料。
钨钢烧结成型过程可以分为四个基本阶段:
钨钢烧结成型**是将粉末压制成坯料,再进烧结炉加热到一定温度(烧结温度),并保持一定的时间(保温
时间),然后冷却下来,从而得到所需性能的钨钢材料。
钨钢烧结过程可以分为四个基本阶段:
1:成型剂的脱除,烧结初期随着温度的升高,成型剂逐渐分解或汽化,排除出烧结体,与此同时,成型剂或 多或少给烧结体增碳,增碳量将随成型剂的种类、数量以及烧结工艺的不同而改变。粉末表面氧化物被还原,在烧结温度下,氢可以还原钴和钨的氧化物,若在真空脱除成型剂和烧结时, 碳氧反应还不强烈。粉末颗粒间的接触应力逐渐消除,粘结金属粉末开始产生回复和再结晶,表面扩散开 始发生,压块强度有所提高。
2:固相烧结阶段(800℃--共晶温度)
在出现液相以前的温度下,除了继续进行上一阶段所发生的过程外,固相反应和扩散加剧,塑性流动
增强,烧结体出现明显的收缩。
3:液相烧结阶段(共晶温度--烧结温度)
当烧结体出现液相以后,收缩很快完成,接着产生结晶转变,形成合金的基本组织和结构。
4:冷却阶段(烧结温度--室温)
在这一阶段,钨钢的组织和相成分随冷却条件的不同而产生某些变化,可以利用这一特点,对钨钢进
行热处理以提高其物理机械性能。
技术指导:(车削加工的问题及对策)
问题:后刀面摩损
原因:刀具材质的耐磨性不足*前刀角过小*切削速度过高*进给量极低
对策:选择耐磨性高的材质?*增大前刀角*降低切削速度*增加进给量
问题:月牙洼磨损
原因:刀具材质的耐月牙洼磨损性不足*前刀角过小*切削速度过高*进给量和切深过大
对策:选择耐月牙洼磨损性高的材质*选择平滑性高的涂层*增大前刀*选择正确的刀片断屑槽*降低切削速度*减小进给量和切深
问题:刀尖损伤
原因:切刃小崩口*刀具材质的韧性不足*切屑粘附导致切刃脱落*切刃强度不足*进给量和切深过大
对策:选择韧性高的材质*选择不易粘着的材质涂层/金属陶瓷材质*增大切刃的倒圆量*减小前刀角*减小进给量和切深
问题:切刃崩损
原因:刀具材质的韧性不足*切刃强度不足*刀杆强度不足*进给量和切深过大
对策:选择韧性高的材质*选用切刃强度高的刀片断屑槽*选择大横切刃角的刀杆*选择刀柄尺寸大的刀杆*减小进给量和切深
问题:积屑瘤的附着
原因:选定的材质不合适*切刃锋利性差*切削速度过低*进给量过低
对策:选择与被削材料亲和性低的材质涂层/金属陶瓷材质*选择平滑性高的涂层*增大前刀角*减小倒圆*提高切削速度*增加进给量
问题:塑性变形
原因:刀具材质的耐热性不足?前刀角过小?切削速度过高?进给量和切深过大?切削油不够
对策:选择耐热性高的材质?增大前刀角?降低切削速度?减小进给量和切深?适合的切削油量
问题:境界损伤
原因:刀具材质的耐磨性不足?前刀角过小?切削速度过高?进给量过高?切深不变
对策:选择耐磨性高的材质?选择平滑性高的涂层?增大前刀角?降低切削速度?降低进给量?改变使切深变动的边界位置
产品具有品种齐全.质量稳定.价格优惠.送货及时等优点.深受广大客户的欢迎,欢迎有需求的朋友们来电咨询,洽谈!欢迎咨询!……提供GSG报告厂家证明书等等系列有关报告!
销售热线:0769-89878086 传真: 0769-89878086
联系人:陈慧 13268501000 企业 QQ: 2655384029 诚信通ID:gyg1698
诚信通网址://gyg1698./