














| 材质 | 硬质合金 |
|---|---|
| 规格 | GM PM HM全系 |
| 加工范围 | 不锈钢 不锈铁 2CR13 |
| 结构类型 | 机夹式 |
| 类型 | 车削刀具 |
| 是否进口 | 否 |
| 适用机床 | 车床 |
| 是否涂层 | 涂层 |
| 品牌 | OYT |
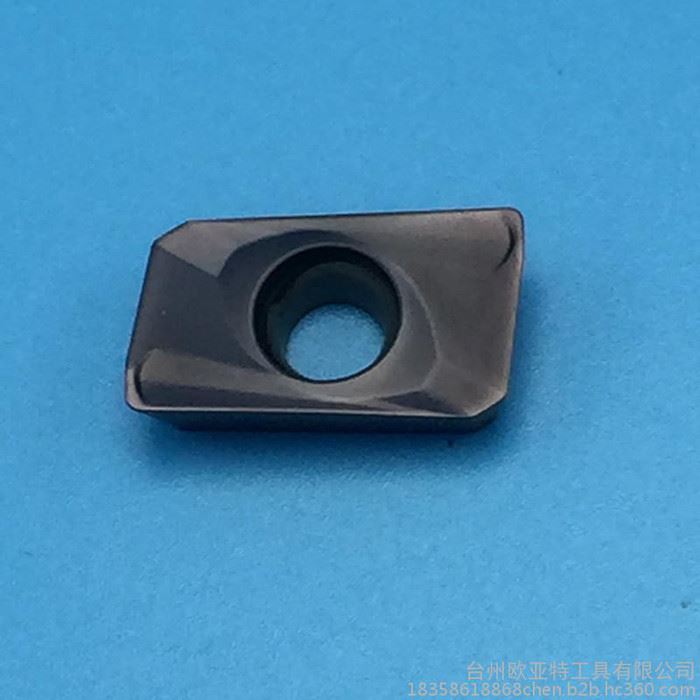
| 型号 | MGMN150 |
本公司优势供应MGMN150 MGMN200 MGMN250 MGMN300 MGMN400 MGMN500切断刀片,主要用于加工不锈铁 2CR13 201 304 水轮机叶片等不锈钢产品,它与克洛伊刀片通用,质量优于克洛伊。
1 不锈钢加工对刀具的基本要求
对刀具几何参数的要求 加工不锈钢时,刀具切削部分的几何形状,一般应从前角、后角方面的选择来考虑。在选择前角时,要考虑卷屑槽型、有无倒棱和刃倾角的正负角度大小等因素。不论何种刀具,加工不锈钢时都必须采用较大的前角。增大刀具的前角可减小切屑切离和清出过程中所遇到的阻力。对后角选择要求不十分严格,但不宜过小,后角过小容易和工件表面产生严重摩擦,使加工表面粗糙度恶化,加速刀具磨损。并且由于强烈摩擦,增强了不锈钢表面加工硬化的效应;刀具后角也不宜过大,后角过大,使刀具的楔角减小,降低了切削刃的强度,加速了刀具的磨损。通常,后角应比加工普通碳钢时适当大些。
对刀具切削部分表面粗糙度的要求 提高刀具切削部分的表面光洁度可减少切屑形成卷曲时的阻力,提高刀具的耐用度。与加工普通碳钢相比较,加工不锈钢时应适当降低切削用量以减缓刀具磨损;同时还要选择适当的冷却润滑液,以便降低切削过程中的切削热和切削力,延**具的使用寿命。
对刀杆材料的要求 加工不锈钢时,由于切削力较大,故刀杆必须具备足够的强度和刚性,以免在切削过程中发生颤振和变形。这**要求选用适当大的刀杆截面积,同时还应采用强度较高的材料来制造刀杆,如采用调质处理的45号钢或50号钢。
对刀具切削部分材料的要求 加工不锈钢时,要求刀具切削部分的材料具有较高的耐磨性,并能在较高的温度下保持其切削性能。目前常用的材料有:高速钢和硬质合金。由于高速钢只能在600°C以下保持其切削性能,因此不宜用于高速切削,而只适用于在低速情况下加工不锈钢。由于硬质合金比高速钢具有更好的耐热性和耐磨性,因此用硬质合金材料制成的刀具更适合不锈钢的切削加工。
硬质合金分钨钴合金(YG)和钨钴钛合金(YT)两大类。钨钴类合金具有良好的韧性,制成的刀具可以采用较大的前角与刃磨出较为锋利的刃口,在切削过程中切屑易变形,切削轻快,切屑不容易粘刀,所以在一般情况下,用钨钴合金加工不锈钢比较合适。特别是在振动较大的粗加工和断续切削加工情况下更应采用钨钴合金刀片,它不象钨钴钛合金那样硬脆,不易刃磨,易崩刃。钨钴钛合金的红硬性较好,在高温条件下比钨钴合金耐磨,但它的脆性较大,不耐冲击、振动,一般作不锈钢精车用刀具。
2 刀具材料牌号的选择
刀具材料的切削性能关系着刀具的耐用度和生产率,刀具材料的工艺性影响着刀具本身的制造与刃磨质量。宜选择硬度高、抗粘结性和韧性好的刀具材料,如YG类硬质合金**不要选用YT类硬质合金,尤其是在加工1Gr18Ni9Ti奥氏体不锈钢应**避免选用YT类硬质合金,因为不锈钢中的钛(Ti)和YT类硬质合金中的Ti产生亲合作用,切屑容易把合金中的Ti带走,促使刀具磨损加剧。生产实践表明,选用YG532、YG813及YW2三种牌号材料加工不锈钢具有较好的加工效果(见附表)。
三种硬质合**号的性能比较
牌号 密度
g/cm3 抗弯强度
Mpa 硬度
HRA 性能即用途 相当于
ISO
YG532 14 ≥1760 ≥91.5 红硬性高,韧性好,抗粘能力强,适用于奥氏体、马氏体不锈钢、无磁钢、高温合金钢等大型工件的粗、精加工;合金耐用度高,高温性好,被加工工件表面质量高。 K10~K20
M20
YG813 14.05~14.1 ≥1570 ≥91 耐磨性好,有较高的抗弯强度和抗粘结能力,适于高温合金钢;对容易产生加工冷作硬化现象的奥氏体不锈钢、高锰钢等,加工效果优于YW2。 K10~K20
M20
YW2 12.4~13.5 ≥1320 ≥90.5 使用强度高,红硬性较好,能承受较大的冲击载荷。适用于耐热钢、高锰钢、不锈钢等材料的粗、精加工。 M20
3 刀具几何参数的选择
前角的选择 从切削热的产生和散热方面说,增大前角可减小切削热的产生,切削温度不致于太高,但前角过大则因刀头散热体积减小,切削温度反而升高。减小前角可改善刀头散热条件,切削温度有可能降低,但前角过小,则切削变形严重,切削产生的热量不易散掉。实践表明,取前角go=15**为合适。
后角的选择 粗加工时,对强力切削的刀具则要求切削刃口强度高,则应取较小的后角;精加工时,其刀具磨损主要发生在切削刃区和后刀面上,对于不锈钢这种易出现加工硬化的材料,其后刀面摩擦对加工表面质量及刀具磨损影响较大,合理的后角应为:加工奥氏体不锈钢(185HB以下),其后角可取6°~8°;加工马氏体不锈钢(250HB以上),其后角取6°~8°;加工马氏体不锈钢(250HB以下),其后角为6°~10°为宜。
刃倾角的选择 刃倾角的大小和方向,确定了流屑的方向,合理选择刃倾角ls,通常取-10°~20°为宜。在微量精车外圆、精车孔、精刨平面时,应采用大刃倾角刀具:应取ls45°~75°。
4 切削用量的选择
为了抑制积屑瘤和鳞刺的产生,提高表面质量,用硬质合金刀具进行加工时,切削用量要比车削一般碳钢类工件稍低些,特别是切削速度不宜过高,一般推荐切削速度Vc=60~80m/min,切削深度为ap=4~7mm,进给量f=0.15~0.6mm/r为宜
问:公司的数控刀片有哪些规格和型号?
答:我们公司主要是数控加工中心用的数控刀具,如:RCKT2006MO RCKT1606MO RPMW1606MO RDMW1605MO RDKT1604MO RDKT1204MO RCKT1204MO APMT1604PDER APMT1135PDER RCKT10T3MO RPMW1003MO RDKT10T3MO TNMG160404 TNMG160408 WNMG080404 WNMG080408 MGMN200 MGMN250 MGMN300 MGMN400 SNMG1204 SNMG120408 SNMG120412 VNMG160404 VNMG160408 VNMG160412 CNMG120404 CNMG120408 CNMG120412 CCMT09T304等数控刀片。
问:你报的价格含运费吗?价格能否再优惠?
答:我们报的价格是不含运费的,刀片只要一次性购买100片以上我们都会包邮的。但是数控刀柄 强力夹头 刀盘 刀杆等重的产品要总金额达到3000以上我们会发德帮物流包邮,快递不包邮。价格上已经是**低了,现在的产品都是网络化销售,价格已经是透明的,所以不可能报很高的价格,价格高了,客户掉头**走,您说,对吗?
问:我只看到了图片,并没有看见实物,不知道图片和实物有什么区别?
答:我们的产品都是实物拍摄的,没有经过任何的PS,但是由于光线等各种因素,会有些小小的区别。
问:能否寄样品?
答:我们的产品不象食品一样,一小块**可以品尝味道,我们的产品比较特殊,可能几片**是一两百的价值,现在利润很低,不是我们所能承受的**的是免费的东西没有几个人会珍惜的,所以敬请谅解。(其实之前我们也经常免费发样品的,但是当回访的时候,客户经常告诉我们不知道哪去了。)我们经常试刀试到晚上两三点钟,**凭这点都没几个人做的到。不过您**初购买的时候可以少量购买,本着风险共担,互利互惠的原则我们可以包邮。
问:如果我们合作,货丢了怎么办?
答:我们一般轻的刀片类都是用顺丰快递的,顺丰安全快捷那是我尽皆知的。重的货物用德邦物流,德帮在寄的时候是需要保价的。而且我们会**时间做快递跟踪。而且我们从事这个行业这么多年,从来没有丢过货物,现在的快递服务只会越来越好。所以您大可放心货物是不会丢的。
问:你们可以货到付款吗?运输途中会损坏吗?
答:对不起,我们都是款到发货的,我们包装的时候都是会用厚厚的泡泡纸而且用胶布一层又一层的包紧,可能您拆的时候要费些功夫,所以不会弄坏的。
问:我打了款你不发货怎么办?
答:我们开公司**是为了卖产品的,有什么理由您打了款不发货呢?我们公司是注册了的,三证齐全,而且已经是六年的诚信通会员,如果不发货那不是自挖坟墓。所以您尽可以把心放在肚子里。一般15:00之前的货物当天**可以发货,如果实在没有那么多现货,我们一定会**时间和您沟通,并告知什么时候可以发货。
我们是诚实守信的公司,诚信是企业发展的基石。如果您还是不放心,近的话您可以到我们公司来参观参观,远的话我们可以视频,让您看看我们的公司。
如果还想深入了解我们,请搜索台州欧亚特工具有限公司






