










| 类型 | 车削刀具 |
|---|---|
| 材质 | 硬质合金 |
| 结构类型 | 机夹式 |
| 是否涂层 | 涂层 |
| 是否进口 | 是 |
| 适用机床 | 车床 |
| 加工范围 | 钢件 不锈钢 铸铁 |
| 规格 | DNMG150608-RP KC5010 |
| 是否跨境货源 | 是 |
| 品牌 | KENNAmetaL/肯纳 |
| 型号 | DNMG150608-RP KC5010 |
因市场原因价格可能会有少许浮动,最新价格请咨询客服。
请咨询客服,是否有现货,或者咨询Q.Q:2851163916
电话:15953109267
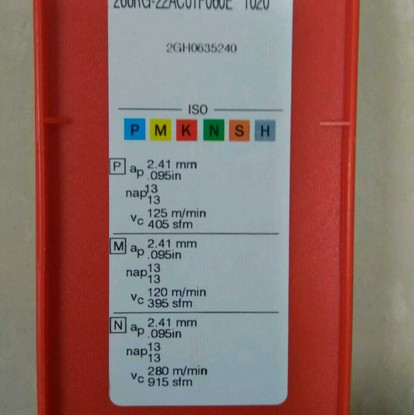
| 材质 | 牌号 | 描述 (适用机床 车床) |
| K.M.N | KU10 | KU10 成份:一种硬质,含有较少结合剂的,WC/Co超细晶粒材质。 运用:KU10材质在切削铸铁、奥氏体不锈钢、非铁金属、非金属、以及极高温合金工件时,具有出色的抗磨损性能。一种用于非铁材料通用加工的材质。 |
| K.M.N | K313 | K313 成份:一种硬质,含有较少结合剂的,WC/Co超细晶粒材质。 运用:在切削钛、铸铁、奥氏体不锈钢、非铁金属、非金属、以及极高温合金工件时,具有出色的抗刃口磨损性能,以及很高的强度。具有出色的抗热变形和抗切深处破损的性能。晶粒结构的控制非常出色,避免出现微小凹陷和瑕疵,从而具有更长的使用寿命,以及更可靠的性 |
| P.M.K.N | KCU10 | KCU10 成份:一种PVD多层涂层材料,基质为一种具有强抗变形能力的非合金碳化物。这种经过改良的新型涂层可以提高刃口的稳定形,并可用于多种切削速度和进给量的加工。 运用:KCU10是对多种工件材料进行精加工至一般加工的理想材质,在加工过程中可采用多种切削速度和进给量。在多种钢材料、不锈钢材料,铸铁材料、非铁金属材料、以及超合金材料的加工中具有卓越的性能,具有更好的刃口韧性,以及更高的切削速度/进给率性能。 |
| P.M.S | KCU25 | KCU25 成份:一种高级PVD材质,具有硬质AlTiN涂层,以及细晶粒的非合金基体。这种经过改良的新型涂层可以提高刃口的稳定形,并可用于多种切削速度和进给量的加工。 运用:KCU25材质是用于多种钢材料、不锈钢、高温合金、钛、铁,以及非铁金属材料通用加工的理想材质,可采用多种切削速度和进给率进行加工,刃口具有更好的韧性,可进行高进给断续切削加工。 |
| P.M.K.H | KC5010 | KC5010 成份:一种先进的PVDAlTiN涂层材质,基体为一种具有强抗变形能力的非合金碳化物。这种新型并经过改良的涂层可以使切削速度增加50-100%。 运用:KC5010是对多种工件材料进行精加工至通用加工的理想材质,并具有更高的切削速度。在多种钢材料、不锈钢材料,铸铁材料、非铁金属材料、以及超合金材料的稳定工况加工中具有卓越的性能。并且在淬火材料和短切屑材料的加工中同样具有很好的性能。 |
| P.M.S.N | KC5025 | KC5025 成份:一种高级PVDAlTiN涂层材料,基体为一种具有韧性,超细晶粒的非合金物质。 运用:用于对多种钢材料、不锈钢、高温合金、钛、铁、以及非铁金属材料进行通用机械加工。切削速度可以从低速到中速,并且可以进行高进给断续切削。 |
| N | KC5410 | KC5410 成份:一种PVDTiB2涂层材料,基体为一种具有强抗变形能力的非合金物质。 运用:可以对易加工(亚共晶体<12.2%Si)铝材料、铝合金、以及镁合金材料进行粗加工、半精加工、以及精加工。TiB2涂层比TiN和TiAlN涂层有更大的硬度,具有非常光滑的表面,可降低表面摩擦力,加速切屑流的流动,并具有卓越的抗磨损性能。 避免了积屑瘤的出现,因为这种涂层与铝材料有着极低的结合性。基体为非合金细晶粒材料,具有锋利的刃口、光滑的表面、以及卓越的抗热变形能力和刀刃完整性。周边磨削的刀片在涂层工艺前经过了抛光处理,刃口锋利。 |
| S | KC5510 | KC5510 成份:一种具有高级PVDAlTiN涂层的细晶粒碳化钨材质, 运用:KC5510材质特别用于高温合金材料的高效加工应用。钴含量为6%的超细晶粒碳化钨基体具有出色的韧性和抗变形性能,同时,高级PVD涂层与常规PVD涂层刀具相比金属切削速度可提高一倍。 |
| S | KC5525 | KC5525 成份:一种具有高级PVDAlTiN细晶粒涂层的高钻碳化物材质。 运用:KC5525材质采用了与KC5510材质相同的高级PVD涂层,基体为钴含量10%的超细晶粒碳化钨材料。较高的钴含量提高了断续切削的安全性,同时,细晶粒的在高速切削时具有很好的抗硬变形能力。用于高温合金材料的一般至严重断续切削加工。 |
| P.K.M | KCP05 | KCP05 成份:一种新型,具有很强抗变形能力的高钻含量基质,涂层为专门设计的,具有粘着性能的MTCVD-TiCN-Al2O3材料。 运用:用于对多种钢材料,铁素体、马氏体,PH不锈钢,以及铸铁材料进行精加工至半精加工的应用范围。具有卓越的抗变形性能以及出色的刀片刃口强度。采用先进的涂层去应力处理工艺的新型涂层,具有出色的加工效率,超长并可以预测的刀具使用寿命,以及卓越的工件表面加工质量。 |
| P.K.M | KCP10 | KCP10 成份:一种特别设计的高钻硬质合金材质,以及县有出色抗磨损性能的MTCVD-TiCN-Al2O3厚涂层。 运用:用于对多种工件材料包括钢材料、铁素体、马氏体、PH不锈钢,以及铸铁材料进行精加工至一般加工的应用范围。钴基材料基体在抗变形性能和刀刃韧性之间有着良好的平衡性,厚涂层在高速切削中具有出色的耐磨性和抗月牙洼磨损性。光滑的涂层表面可以避免出现积屑瘤和微崩刃现象,并具有出色的表面精加工性能。 |
| P.M | KCP25 | KCP25 成份:一种韧性很好的高钴硬质合金材质,以及最新设计,具有出色涂层间粘着性的MTCVD-TiCN-Al2O3多层涂层。 运用:是用于对多种钢材料、铁素体和马氏体不锈钢材料进行通用车削加工的最佳刀片材质。基体具有足够的抗变形性能,并具有出色的刀片刃口强度。复合涂层在多种切削条件下具有良好的耐磨性,涂层去应力处理工艺减少了徽崩刃现象,提高了涂层与基体间的粘着性能,从而延长了刀具的使用寿命,并改善了工件的精加工质量。 |
| P.M | KCP30 | KCP30 成份:一种最新设计的,韧性很好的钴基碳化物材质,以及先进的TiN-MT-TiCN-Al2O3复合涂层。 运用:用于对各种碳材料、合金材料、以殛不锈钢材料进行一般加工至粗加工的应用。这种基体材料使刀片具有出色的强度,能够满足该应用范围的要求:复合涂层使刀片具有更好的抗磨性,从而延长刀具使用寿命。 |
| P.M | KCP40 | KCP40 成份:一种韧性很好的硬质合金材质,井采用厚度适当的TiN-MT-TiCN-Al2O3涂层。 运用:用于对碳材料、合金材料、以及不锈钢材料进行重型粗加工。基体与涂层的配合使刀片具有非常出色的韧性,并具有很高的安全操作性:即使在要求最为苛刻的断续切削中也具有很高的金属切除率。 |
| K | KCK05 | KCK05 成份:一种厚度适当的MTCVDTiCN-Al2O3复合涂层,基体为一种具有强抗变形能力的硬质合金。 运用:用于灰铸铁和球墨铸铁材料的高速切削加工。基体与涂层的结合,以及cw5涂层去应力处理工艺确保刀具备超长使用寿命的优势,特别适合对具有较高抗拉强度的球墨铸铁和灰铸铁进行切削的加工,以及对工件尺寸一致性、加工可靠性、和刀具使用寿命有较高要求的加工应用。在纵切和变切深加工中都具有卓越的性能。 |
| K | KCK15 | KCK15 成份:一种采用MTCVDTiCN-Al2O3材料的多层厚涂层,硬质合金基体是专为铸铁材料加工而设计的。 运用:用于灰铸铁和球墨铸铁材料的高速切削加工,具有一致的切削性能。这种基体允许刀片进行长时间的高速切削,刀片变形很小。CVD厚涂层以及涂层去应力处理工艺使刀片具有卓越的耐磨性,确保刀具有超长的使用寿命。可以用于纵切加工和轻微断续切削加工。 |
| K | KCK20 | KCK20 成份:一种经过特别增加韧性处理的MTCVDTiCN-Al2O3涂层,基体具有很好的耐磨性。 运用:KCK20材质增加了涂层的粘着性以及刀刃的强度,是对灰铸铁和球墨铸铁材料进行湿式断续切削的理想材质。这种材质的应用范围广泛,从精加工至租加工,在对刀具强度和加工可靠性有较高要求的加工中有非常出色的加工效率。 |
| M | KCM15 | KCM15 成份:一种采用MTCVD-TICN-Al2O3,多层涂层的硬质合金材质。 运用:用于对奥氏体不锈钢材料,以及从P20-P25的多种钢质材料进行高速切削的精加工至一般加工。KCM15材质与特有槽型的结合可以避免切深处破损,并且减少毛口的形成。涂层去应力处理可以减少涂层的应力,提高涂层的粘着性能,减少微崩刃和积屑瘤的形成,并提高工件的精加工质量。 |
| M | KCM25 | KCM25 成份:一种包括TiN-MT-TiCN-Al2O3,材料的CVD复合涂层,基体为韧性很好的钴基碳化物材料。 运用:这种CVD涂层材质专门用于对奥氏体不锈钢材料进行中速切削的通用机械加工。KCM25材质具有良好的韧性,在不锈钢材料加工中可以避免出现积屑瘤,并具有卓越的抗磨损性能。 |
| M | KT315 | KT315 成份:一种采用PVD-TiN/TiCN/TiN重合涂层的金属陶瓷车刀材质。 运用:用于对多种碳材料、合金材料、以及不锈钢材料进行高速切削精加工和一般加工。在铸造件和球墨铸铁材料加工中同样具有出色的加工性能。具有超长并稳定的刀具使用寿命,并具有卓越的工件精加工性能。 |
| M | KTP10 | KTP10 成份:一种采用PVD-TiN/TiCN/TiN复合涂层的金属陶瓷车刀材质。 运用:用于对多种碳材料、合金材料、以及不锈钢材料进行高速切削精加工和一般加工。在铸造件和球墨铸铁材料加工中同样具有出色的加工性能。具有超长并稳定的刀具使用寿命,并具有卓越的工件精加工性能。 |
| S | KYS25 | KYS25 成份:SiAlON陶瓷材质,涂层为氧化铝TiCNCVD材料。 运用:作为KYS30材质的一种补充,可对高温合金材料,镍基合金材料、以及高布氏硬度的铸造材料进行加工。与晶须陶瓷材料相比,这种先进的CVD涂层具有卓越的化学性能和抗切深处破损性能。 |
| S | KYS30 | KYS30 成份:最新开发的最新型硅铝氧氨聚合材料(sialon) 运用:具有出色的耐磨性,抗断裂韧性,以殛抗热冲击性能,可用于高温合金工件的一般加工至精加工。与晶须陶瓷材料相比,具有更出色的抗切深处破损的性能。 |
| K | KY3500 | KY3500 成份:纯氮化硅的材质。 运用:具有出色的韧性。用于对灰铸铁材料进行高进给的粗加工,包括断续切削加工。 |
| H | KB1340 | KB1340 成份:一种具有高CBN含量,有多个切削刃的整体PCBN刀片。 运用:可用于珠光体灰铸铁、冷淬铁、高铬合金钢、和烧结粉末金属材料的粗加工至精加工,还可用于硬化钢材料(硬度大于45HRC)的重型切削加工。还可用于冷硬铸铁以及全珠光体铸铁材料的精加工应用。与PCBN镶刃刀斤相比,整体PCBN刀片具有更好的加工安全性和抗冲击性,同时具有更好的深切削性能。 |
| H | KB1610 | KB1610 成份:一种低CBN含量的材质,PCBN刀刃钎焊至硬质合金刀片上。 运用:用于对硬化钢材料(硬度大于45HRC)进行光滑切削,以及对表面精加工质量有较高要求的超精密加工。适合轴承钢、热作及冷作工具钢、高速钢、模具钢、表面硬化钢、碳化铁、氮化铁、以殛一些硬涂层工件的加工。不能应用于软钢材料的加工。 |
| H | KB1630 | KB1630 成份:一种具有高CBN含量的材质,PCBN刀刃钎焊至硬质合金刀片上。 运用:用于对硬化钢材料(硬度大于45HRC)进行断续切削的粗加工至精加工应用。同时还可用于灰铸铁、冷硬铁、高铬合金钢、以殛烧结粉末金属材料的加工。PCBN镶刃刀片有多种刀片类型,包括特别适合镗削加工的正前角槽型刀片。 |
| H | KB5610 | KB5610 成份:一种较低PCBN含量的材质,涂层采用PVDTiAlN材料,提高了耐磨性。 运用:用于对硬化钢材料(硬度大于45HRC)进行超精密加工。PVD涂层具有更好的抗磨损性,以及更卓越的表面精加工性能。可以用于轴承钢、热作及玲作工具钢、高速钢、模具钢、表面硬化钢、碳化铁、氮化铁、以及一些硬涂层工件的高效加工。提供多刃型产品,有多种刃口处理方式,以及多种刀片类型和修光刃槽型。 |
| N | KD1405 | KD1405 成份:一种将纯CVD材料熔敷至金刚石片上的材质,并直接钎焊至硬质合金材料的基体上。 运用:KD1405是Kennametal公司制造的抗磨损性能最佳的刀具材质,可用于非铁材料和非金属材料的加工。特别适合对耐磨性要求极高的加工应用。 |

CCGT060202HP KCU10
CCGT060202LF KC5010
CCGT060204HP KC5010
CCGT060204LF KC5010
CCMT060202LF KC5025
CCMT060204LF KC5010
CCMT060204-LF KC5010
CCMT060204LF KC5025
CCMT060204-LF KC9110
CPMT09T304LF KC5025
CPMT09T308LF KC5025
DCGT11T302HP KC5010
DCGT11T304HP KC5010