







| 类型 | 平铣刀 |
|---|---|
| 材质 | 硬质合金 |
| 是否涂层 | 非涂层 |
| 是否进口 | 否 |
| 适用机床 | 铣床 |
| 加工范围 | 适用于钢、铸钢的重切削加工 |
| 是否标准件 | 标准件 |
| 样品或现货 | 现货 |
| 是否提供加工定制 | 是 |
| 品牌 | 钻石 |
| 型号 | XC161008 |
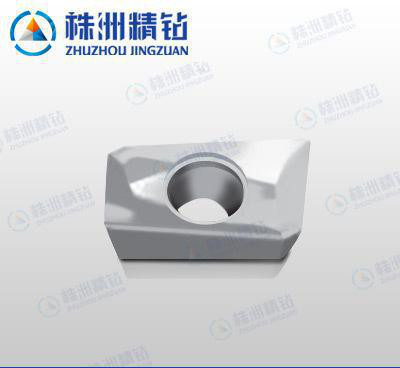
YG8-XC161008 铣削刀片产品详情:
1. 50年的合金模具设计经验,保证产品尺寸精准:利用国际领先的CAD/CAM软件(UG软件)进行产品设计、模具
设计及加工编程,所有模具由具有世界一流制作水平的数控可转位模具制作中心制作。
2. 先进的生产设备确保刀片质量过硬。喷雾干燥、自动压机、脱蜡—真空烧结一体炉等。
3. 技术配方及工艺制度成熟,保证刀片质量水平稳定。50余年的工艺技术,久经时间和客户的检验。
4. 焊接性能优异,不开裂,不影响使用性能。
5. 铣削刀片及可转位刀片经过精磨之后,表面粗糙度不低于1.25μm,刀片内孔尺寸偏差±0.13mm。
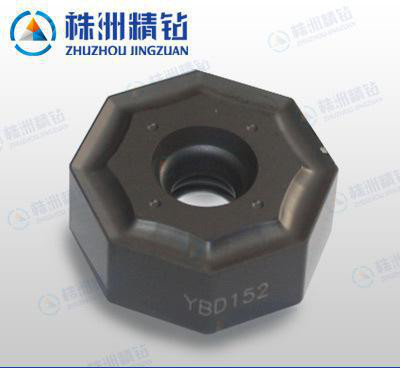
铣削刀片产品实物展示:(100%实物拍摄)


专家推荐:硬质合金刀片牌号的选择方法
8种常见刀片磨损现象的产生原因分析及解决办法
1、出现后刀面和沟槽磨损
后果
后刀面迅速磨损会导致表面质量和公差变差,沟槽磨损会引起表面质量变差和崩刃。
原因与对策
速度太高或耐磨性差——降低切削速度,选择更耐磨的牌号。
氧化——选用Al2O3涂层牌号,对于加工硬化材料,选择小一些的主偏角或更耐磨的牌号,选用金属陶瓷牌号。
磨损——降低切削速度。
2、出现月牙洼磨损
后果
过度的月牙洼磨损会降低切削刃强度,切削刃后缘的磨损导致表面质量差。
原因
前刀面过高的切削温度引起扩散磨损。
对策
选用Al2O3涂层牌号,选用正前角槽型刀片,首先降低切削速度,然后降低进给率。
3、塑性变形
问题
切削刃塌下或后刀面凹陷,会导致切屑控制差和表面质量差,后刀面过渡磨损会导致崩刃。
原因
切削温度太高并且压力太大。
对策
选用有更高抗塑性变形能力的硬牌号。
切削刃塌下——降低切削速度
后刀面凹陷——降低进给率
4、积屑瘤
问题
引起表面质量差,当积屑瘤脱落时会引起切削刃破损。
原因
由于低切削速度或负前角槽型使工件材料焊接到刀片上。
对策
提高切削速度。
选择正前角槽型。
5、切屑捶击
问题
未参加切削的部分切削刃因切屑捶击而损坏,刀片的上部和支撑可能损坏。
原因
切屑折回到切削刃。
对策
改变进给。
选用另一种槽型。
6、崩碎
问题
切削刃的细小破损导致表面质量变差和过度的后刀面磨损。
原因
牌号太脆,刀片槽型强度太低,积屑瘤。
对策
牌号太脆——选用韧性好的牌号。
刀片槽型强度太低——选用强度更高的槽型。
积屑瘤--提高切削速度。选择正前角槽型。
7、热裂
问题
垂直于切削刃的小裂纹引起崩刃和表面质量差 。
原因与对策
断续切削——选择具有更高的耐热裂纹的韧性牌号。
冷却液流量变化——必须充分供应或完全不供应冷却液。
8、刀片崩刃
问题
会导致刀垫和工件的损坏。
原因与对策
牌号太脆——选用韧性牌号。
刀片上负荷太大——降低进给或切削速度。
刀片槽型强度太低——选用强度高的槽型,最好使用单面刀片。
常用铣刀片型号如下所示:
X3-0型 X307050 X310050 X313050 X313100
X4-8型 X410058 X412058 X413058T X416058 X416108 X419108 X425108
X4-11型 X4100511 X4130511 X4130511T X4160511 X4161011 X4161011T X4161511 X4191011 X4190511 X4251011 X4252011
X3-11型 X3070511 X3100511 X3130511 X3131011 X3160511 X3161011
常用机夹刀型号如下所示:
3-A型: 31005A 31005AZ 31305A 31305AZ 31305A4 31305A4Z 31605A 31605AZ 31605A5 31605A6Z 31910A 31910AZ
3-C型: 31003C 31003CZ 31303C 31303CZ 31303C5 31303C5Z 31603C 31603CZ 31603C6 31603C6Z 31905C 31905CZ
3-D型 3:1003D 31003DZ 31303D 31303DZ 31603D 31603DZ 31905D 31905DZ
T3-A型: A31005A T31005AZ T31305A T31305AZ T31605A T31605AZ T31905A T31905AZ
T3F型: T31005F T31005FZ T31605F T31605FZ T31905F T31905FZ
4-A型: 41005A 41005AZ 41305A 41305AZ 41605A 41605AZ 41905A 41905AZ 43230A8 43230A8Z
4-H型 :41005H 41305H 41605H 41905H 42210H8 42510H8 42510H10
主要材质有YT14,YT15,YT5,YG6,YG8,YW1,YW2,YS25,YS8.等规格全,品种多,常备库存。因为专业,值得信耐,敬业,为您提供优质优价的产品。
YT15:硬度≥91 适于碳素钢与合金钢连续切削的半精车及精车.断续切时的精车.旋风车丝,连续面的半精铣和精铣,孔的粗扩与精扩。
YT14:硬度≥90.5 适于对碳素钢与合金钢不平整面进行连续切削时的粗车,间断切削是的半精车与精车,连续面的粗铣,铸孔的扩钻等。
YT5:硬度≥89.5 适于碳素钢与合金钢【包括锻件。冲压件及铸件的表皮】不平整面切削时的粗车。粗刨,半精刨,粗铣等。
YG8:硬度≥89.0 适于铸铁,有色金属及其合金,非金属材料不平整表面和间断切削时的粗车,粗刨,粗铣,一般孔和深孔的钻扩,扩孔。
YW1:硬度≥91.5 材质适于耐热钢,刚猛钢,不锈钢及合金钢等难加工钢材的加工,也适于普通钢材,铸铁的加工.。
YS25:硬度≥90.5 适于碳素钢,铸钢,高锰钢,高强度钢的及合金钢的粗车,铣削和刨削。 YG6X:硬度≥91.0 适于合金铸铁.普通铸铁的精加工及半加工。
钻石牌合金刀片全国销量第一的秘密:


直接从株洲精钻购买钻石牌合金刀片的5大理由:


