






| 标准编号 | ISO9001 |
|---|---|
| 样品或现货 | 现货 |
| 加工定制 | 是 |
| 材质 | 硬质合金 |
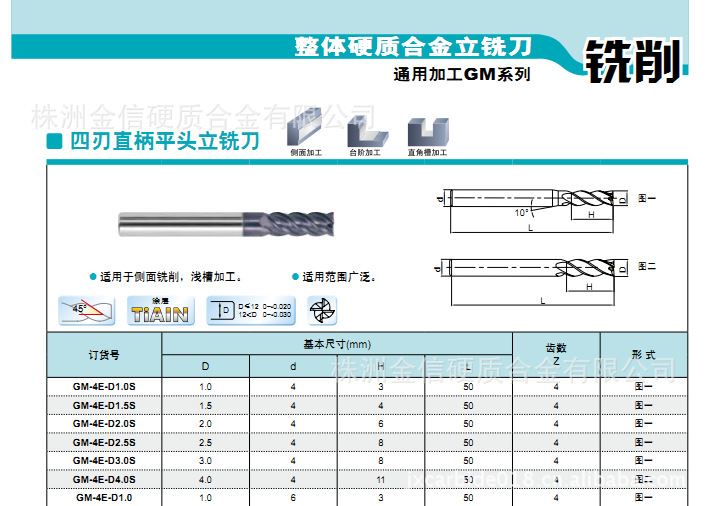
| 加工范围 | 铸铁,钢件等的侧面铣削 |
| 类型 | 平铣刀 |
| 是否进口 | 否 |
| 适用机床 | 铣床 |
| 是否涂层 | 涂层 |
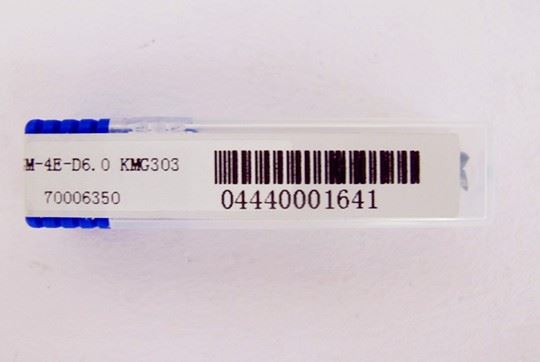
| 品牌 | 株洲金信 |
| 型号 | GM-4E-D6.0 |

立铣刀的主切削刃是圆拄面上,端面上的的切削刃是副刀刃。工作时不能沿着铣刀的轴向作进给运动。按照**标准规定:立铣刀直径为2-50毫米,可分为粗齿与细齿两种。直径2-20为直柄范围,直径14-50为锥柄范围。
标准立铣刀有粗齿和细齿两种。粗齿立铣刀的齿数为3~4个,螺旋角β大些;细齿立铣刀的齿数为5~8个,螺旋角β小些。切削部分的材料为高速钢,柄部为45钢。
铣刀形状有很多种,普通铣床和数控铣床加工槽与直线轮廓、铣镗加工中心上加工型腔、型芯、曲面外形/轮廓用。
铣刀大体上分为:
1.平头铣刀,进行粗铣,去除大量毛坯,小面积水平平面或者轮廓精铣;
2.球头铣刀,进行曲面半精铣和精铣;小刀可以精铣陡峭面/直壁的小倒角。
3.平头铣刀带倒角,可做粗铣去除大量毛坯,还可精铣细平整面(相对于陡峭面)小倒角。
4.成型铣刀,包括倒角刀,T形铣刀或叫鼓型刀,齿型刀,内R刀。
5.倒角刀,倒角刀外形与倒角形状相同,分为铣圆倒角和斜倒角的铣刀。
6.T型刀,可铣T型槽;
7.齿型刀,铣出各种齿型,比如齿轮。
8.粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工.
铣刀常见有两种材料:高速钢,硬质合金。后者相对前者硬度高,切削力强,可提高转速和进给率,提高生产率,让刀不明显,并加工不锈钢/钛合金等难加工材料,但是成本更高,而且在切削力快速交变的情况下容易断刀。

立铣刀提高铣削效果的八个方法
l 检查机床功率和刚度,以保证所需要得铣刀直径能够在机床上使用。
l 主轴上刀具的悬伸尽可能**短。
l 采用适合于该工序的正确的铣刀齿距,以确保在切削时没有太多的刀片同时和工件啮合而引起振动,另一方面在铣削狭窄工件或铣削型腔时,要确保有足够的刀片和工件啮合。
l 确保采用正确的每齿进给量,在切屑足够厚时获得正确的切削效果,减小刀片磨损。采用正前角槽型的刀片,从而获得平稳的切削效应的功率。
l 选用适合工件宽度的铣刀直径。
l 选用正确的主偏角。
l 正且地放置铣刀。
仅仅在必要的时候才使用切削液,无切削液铣削通常会更好
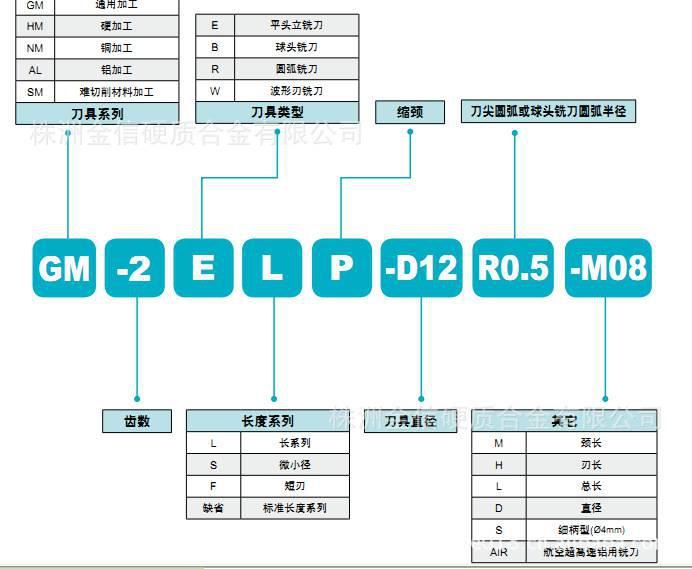
立铣刀的分类:通用加工立铣刀,高硬度钢加工立铣刀,铜加工立铣刀,铝加工立铣刀,难切削材料加工立铣刀。
立铣刀的涂层种类有:AITIN涂层,TIAIN涂层,CRN涂层。
按端齿类型可分为:二刃、三刃、四刃、六刃。
购买流程:
1.询价:因产品根据国际国内行情会经常调整价格,而产品成千上万,不方便更新价格,所以请告诉店主您需要的产品后,店主再给您报价。
2.库存查询:店主查询您需要的产品库存,并告知客户是否有货(一般情况下集团公司都有库存,如无库存的产品需要5公斤起订,并且交货期为35天。)
3.拍下宝贝:请在与店家确定好产品牌号、型号、运送方式后再拍下
4.发货:如是早上12点前下单的客户,并所需产品均有现货,当天可发货。如是早上12点后下单的客户,并所需产品无现货但有库存,需要等到第二个工作日的下午5点店主才能发货;定做产品则根据具体产品情况安排发货时间(一定在**时间发货)。
5. 收货:请当着快递公司服务人员面前打开包装,查询是否是您需要的产品,如有问题请及时联系店主,如无错请收货后及时为店主确认收货和评价。
6. 退货:因让利给客户,本店代理产品利润微薄,仅以下几种情况给予退货,其他情况一律不给予退货,不愿意达成以下协议的客户请不要拍下本店宝贝,谢谢。
(1)株硬集团产品,您未打开塑料包装盒,您又愿意支付给株硬集团35%退货手续费的,本店给予退货。
(2)本公司自己生产的产品,若为产品型号与订单不符,给予退货。
根据客户要求,定制各种非标、异形产品!我们竭诚满足您的需求!