




| 材质 | 不锈钢 |
|---|---|
| 额定电压 | 220V |
| 外形尺寸 | 120cm*96cm*50cm |
| 销售方式 | 直销 |
| 发货期限 | 30天 |
| 品牌 | 友腾 |
| 加工定制 | 是 |
| 打样周期 | 6-7天 |
性能优势:
1、集吸屑与过滤净化功能于一体,性价比高。
2、移动方便,不需停机,空气驱动免插电。
3、日本原装进口精密滤芯,可重复使用。
4、英格索兰品牌气动泵,性能可靠。
5、延长寿命,提高加工精度。
6、延长切削液寿命,降低生产成本。
规格参数表
| 动力源 | 气动0.2-0.8Mpa |
| 理论**大处理流量 | 133L/min |
| 过滤精度 | 吸屑(400μmμm);过滤净化(10μm) |
| 气源接头规格型号 | C式20SP母头 |
| 外形尺寸 | 120*50*96cm |
| 重量 | 80kg |
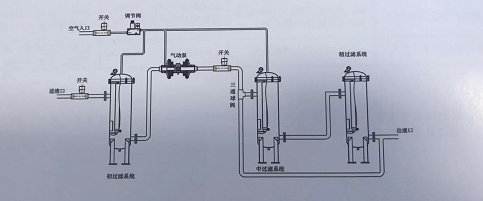
技术原理图:
效果对比

操作维护说明
1、 使用前接好压缩空气气源,将进液管伸进需抽取液体内,出液根据需处理液体的容积准备大小合适容器,将出液口放置在容器内。
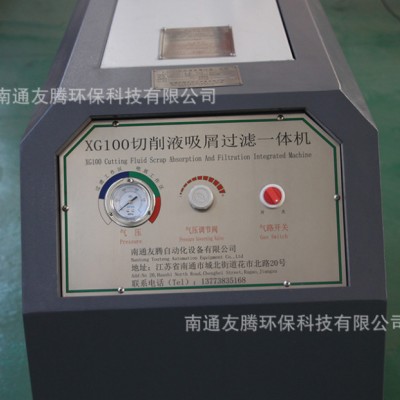
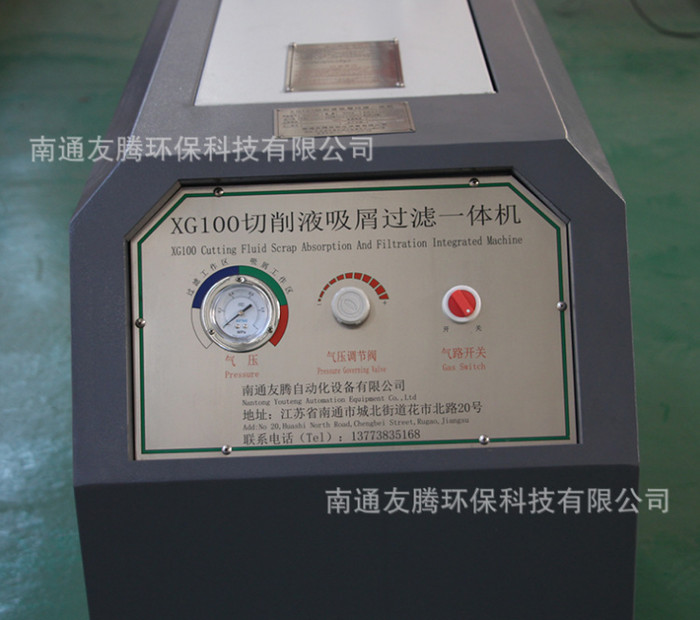
2、 吸屑清理时应将位于设备侧面的阀门旋转至“吸屑”处,过滤净化时将阀门旋转至“过滤”处。
3、 旋转“气压调节阀”,吸屑清理时气压表调至“0.5~0.8MPa”范围,过滤净化时气压表调至“0.2~0.5MPa”范围,然后打开“气源开关”设备自动开始工作。
4、 工作完后应关闭“气源开关”,打开排污阀排出废液,进出液管放置在规定位置处。
注意事项
1、 每次使用完应通过排污口将设备内液体排空,长期不使用应将过滤器滤网内残渣清理干净。
2、 如进出液流量明显降低或不进出液,应检查气压是否正常,过滤器内残渣大于2/3,应及时拆除滤网清洗。打开过滤器时应先打开排气阀在打开过滤器盖板。
3、 机床切削液日常应定期使用本设备进行过滤净化处理。
4、 气动隔膜泵的日常维护参见随机资料“操作手册66610X-X-C”。
5、 本设备适用于切削液的吸屑过滤净化处理,禁止用于其它成分的液体或固体颗粒物质的过滤净化。
某汽车行业客户成本收益案例分析
一 现状描述
1、产品零件生锈及结晶客户投诉较多,为此每月产生三方服务费用4350元。
2、产品发现零件生锈,轴类产品加工完成后,一小时表面即出现黄色浮锈,经过分析判定是切削液变 质,加速催化产品生锈。
3、车间机加用切削液使用一个月后,切削液内积大量铁屑,灰尘,切削液明显变色。
4、切削液内部杂质过多。对道具寿命,产品加工精度,设备寿命均会产生较大影响。
二 解决方案
采购我公司XG100型切削液吸屑过滤一体机,对切削液定期过滤,延长切削液使用寿命保证切削液洁净,减少对产品质量的影响。
三 成本收益分析
| 序号 | 项目 | 定期更换 | 定期过滤 | 说明 |
| 1 | 目标效果 | 差,半个月内效果较好, 后期切削液内杂质较多 | 较好 | 使用切削液集中处理 系统效果好 |
| 2 | 使用寿命(月) | 1.5 | 12 | |
| 3 | 投入成本(万元) | 0 | 7 | |
| 4 | 废液产生量(吨/年) | 96(每台0.1吨,120台设备 每1.5月更换一次计算) | 12(每台0.1吨,120台 设备每12个月更换一次 计算) | 按每台设备0.1吨120 台设备计算 |
| 5 | 废液处理费用(万元) | 96*3300=31.68万元 | 12*3300=3.96万元 | 按现有切削液处理费 用约为3300元/吨 |
四 结论
按产品需求规范更换切削液,一年需要花费31.68万元,如果采购一台切削液过滤机,采用定期过滤方式,每周过滤,延长切削液使用寿命,年需花费3.96万元,投入该设备后,半年收回成本。
联系人:彭佳佳
联系电话:13912219957