












| 可夹持直径 | 1-16MM |
|---|---|
| 材质 | 高速钢 |
| 规格 | 侧固20 |
| 结构类型 | 机夹式 |
| 精度 | 1 |
| 类型 | 钻削刀具 |
| 适用范围 | 数控机床 |
| 种类 | 刀柄 |
| 转速 | 5000 |
| 是否标准件 | 标准件 |
| 标准编号 | 20.420.00 |
| 样品或现货 | 现货 |
| 是否进口 | 否 |
| 适用机床 | 组合机床 |
| 是否库存 | 库存 |
| 是否批发 | 批发 |
| 是否涂层 | 涂层 |
| 品牌 | 赛万特 |
| 型号 | SV |
| 加工定制 | 否 |
江苏赛万特 厂家供应 轴承型油路刀柄
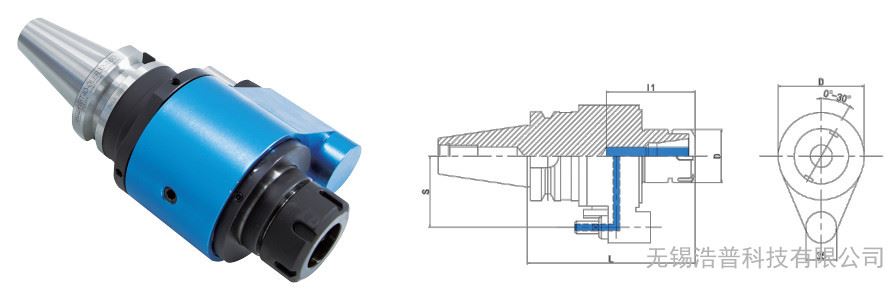
高速油路刀柄(外冷转内冷刀柄)
高速自动换刀油路刀柄(外冷转内冷刀柄) BT-OSL侧固型
| 规格 | L | l1 | l2 | l3 | D | d1 | d2 | S | T | 重量 |
| BT40-OSL16-150 | 150 | 48 | 25 | - | 82 | 16 | 49.5 | 65 | M12-1.75P | 3.10 |
| BT40-OSL20-150 | 50 | 20 | 3.50 | |||||||
| BT40-OSL25-165 | 165 | 56 | 15 | 20 | 25 | 3.50 | ||||
| BT40-OSL32-165 | 60 | 32 | 7.80 | |||||||
| BT50-OSL16-165 | 48 | 25 | - | 98 | 16 | 59 | 80 | M14-2.0P | 7.00 | |
| BT50-OSL20-165 | 50 | 20 | M12-1.75P | 7.50 | ||||||
| BT50-OSL25-165 | 56 | 15 | 20 | 25 | M16-2.0P | 7.50 | ||||
| BT50-OSL32-165 | 60 | 32 | 9.05 | |||||||
| BT50-OSL40-165 | 62 | 25 | 40 | M14-2.0P | 8.50 |

| 型号 | L | l1 | l2 | D | d1 | d2 | 重量 |
| OSL-20-16 | 54 | 48 | 5.5 | 30 | 16 | 20 | 0.07 |
| OSL-25-16 | 60 | 35 | 25 | 0.19 | |||
| OSL-25-20 | 56 | 20 | 0.15 | ||||
| OSL-32-16 | 64 | 48 | 42 | 16 | 32 | 0.35 | |
| OSL-32-20 | 56 | 20 | 0.32 | ||||
| OSL-32-25 | 25 | 0.22 | |||||
| OSL-40-16 | 74 | 48 | 50 | 16 | 40 | 0.57 | |
| OSL-40-20 | 60 | 20 | 0.54 | ||||
| OSL-40-25 | 25 | 0.45 | |||||
| OSL-40-32 | 32 | 0.3 |
偏心套
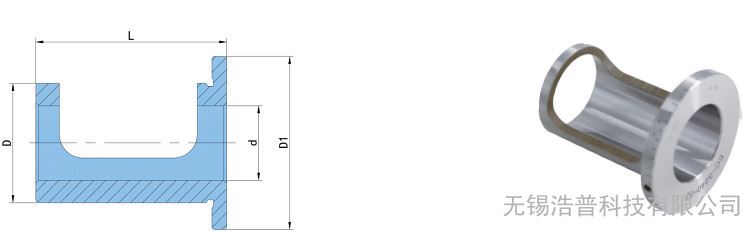
| 型号 | L | d | D1 | D | 重量 |
| 20-25 | 48 | 20 | 41 | 25 | 0.19 |
| 25-32 | 60 | 25 | 49 | 32 | 0.21 |
| 32-40 | 65 | 32 | 58 | 40 | 0.23 |
| 40-50 | 76 | 40 | 68 | 50 | 0.24 |
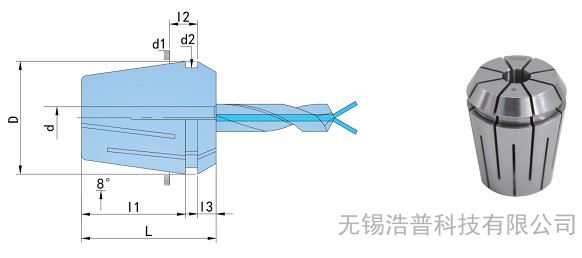
高速自动换刀油路刀柄(外冷转内冷刀柄) BT-OLER筒夹型
| 规格 | L | l1 | S | D | 夹持范围 | 重量 |
| BT40-OLER16-160 | 160 | 90 | 65 | 82 | 1-10 | 3.80 |
| BT40-OLER20-160 | 1-13 | 4.10 | ||||
| BT40-OLER25-160 | 2-16 | 4.30 | ||||
| BT40-OLER32-160 | 2-20 | 4.50 | ||||
| BT50-OLER16-160 | 80 | 98 | 1-10 | 7.00 | ||
| BT50-OLER20-160 | 1-13 | 7.10 | ||||
| BT50-OLER25-160 | 2-16 | 7.20 | ||||
| BT50-OLER32-160 | 2-20 | 7.30 | ||||
| BT50-OLER40-160 | 4-26 | 7.50 |
ER/C止水筒夹
| 型号 | d | 夹持范围 | d1 | D | L | l1 | l2 | l3 | 重量 |
| ER11C | 3-7 | 0.1 | 11 | 11.6 | 18 | 13.5 | 3.8 | 2.5 | 0.01 |
| ER16C | 3-6 | 16 | 16.6 | 27.5 | 20.8 | 6.25 | 4 | 0.03 | |
| 6-10 | 0.5 | ||||||||
| ER20C | 3-6 | 0.1 | 20 | 20.6 | 31.5 | 23.9 | 6.36 | 4.8 | 0.04 |
| 6-13 | 0.5 | ||||||||
| ER25C | 3-6 | 0.1 | 25 | 25.6 | 34 | 25.9 | 6.66 | 5 | 0.05 |
| 6-16 | 0.5 | ||||||||
| ER32C | 3-8 | 0.1 | 32 | 32.6 | 40 | 30.9 | 7.16 | 5.5 | 0.10 |
| 8-20 | 0.5 | ||||||||
| ER40C | 10-26 | 0.1 | 40 | 40.6 | 46 | 34.9 | 7.66 | 7 | 0.25 |
适合于OER.OLER油路刀柄(外冷转内冷刀柄)
定位块
| 型号 | L | l1 | l2 | l3 | l4 | C | D | 重量 |
| ST-18 | 27 | 9 | 18.1 | 17.2 | 18 | 46.2 | 18 | 0.29 |
适合于大多数加工中心,一般无需定制
高速自动换刀油路刀柄说明:
订购前确认中心距S尺寸
承受压力4Mpa
推荐转速:3000rpm以下
自动换刀油路刀柄调整步骤
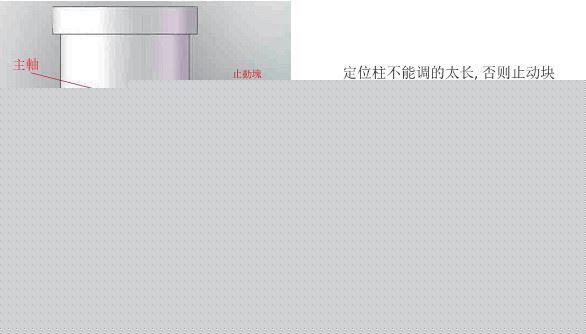
1、 确认刀柄中心至定位柱距离,BT40=65mm;BT50=80mm ,再与机床主轴中心至固定座距离做对比。如若距离不符,客户自行调整固定座进水孔位置,再进行安装(固定块和机床主轴端面的防尘盖螺孔匹配)。
2、 安装步骤:a、首先将固定块安装在机床端面,接将进水管与定位块接上。b 、油路刀柄安装:先把定位键上M6螺纹松开,使定位柱能自由上下移动(定位柱下有弹簧),将定位环上3只M6螺丝松开,使之能与油路刀柄主轴自由转动(螺丝不能拧过松)c 、机床主轴锁紧,调整油路刀柄主轴键槽与机床主轴键位置对齐,同时调整定位柱角度,使其对齐定位块出水孔,压紧定位柱后把油路刀柄装上机床主轴(安装完成后检查定位柱与定位块进水口是否对齐,且定位柱上端面需与定位块下端面精密贴合,以防漏水,如不能贴近,需调整定位块向下的距离或者更改定位块厚度。d 、再次检查,打开冷却检查是否有泄漏,油路刀柄主柄转动时外壳是否紧固*刚开始使用建议手动转动*
3、 刚开始使用,分别先开转速S=100、S=300、S=500进行刀柄跑和(10分钟),使用过程中建议转速不得超过3000rpm .
油路刀柄(外冷转内冷刀柄),适用于内冷却刀具的使用,可快速实现机床外冷转内冷功能。
高压内冷可有效排除铁屑。