





| 材质 | 硬质合金 |
|---|---|
| 产地 | 株洲 |
| 产品认证 | ISO9001 |
| 加工范围 | 钢件 |
| 牌号 | YG6 |
| 品名 | 钨钴类硬质合金 |
| 杂质含量 | 0.0001 |
| 执行标准 | 国标 |
| 是否标准件 | 是 |
| 是否进口 | 否 |
| 适用机床 | 车床 |
| 是否库存 | 是 |
| 是否批发 | 是 |
| 品牌 | 精成 |
湖南株洲钻石优势硬质合金焊接刀片YT15 A116 A216
等级:YG6/YG8/K20/K30(我们也可提供其他等级)
类型:我们可以接受自定义类型
品牌:精成牌
ISO9001:2008
寿命长,切割光滑,硬度高,耐磨性好
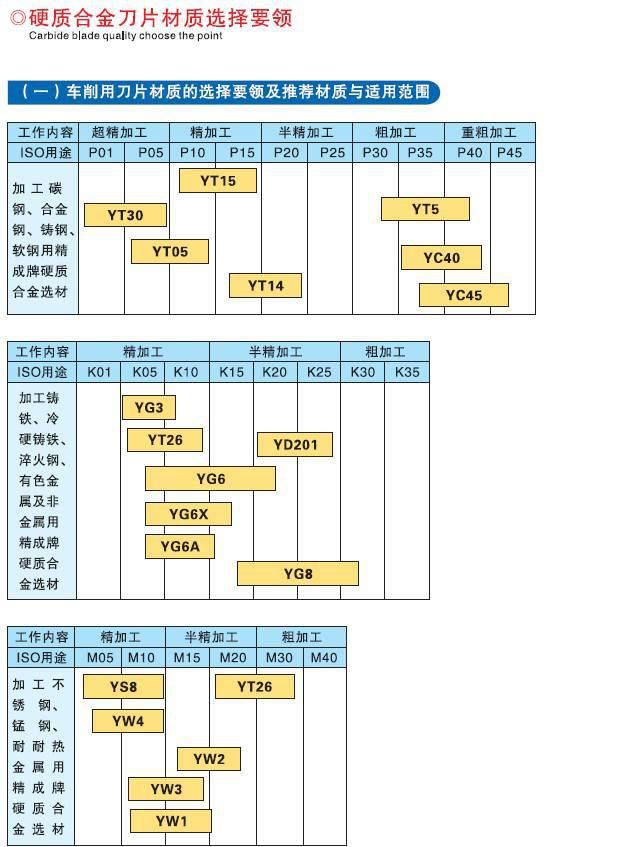
车削用刀材质的选择要领及推荐材质与适用范围:
硬质合金涂层刀片采用超细颗粒碳化钨生产的高强度基体合金,表面处理后采用PVD工艺进行涂层,成品具有高耐磨和抗冲击的特点,是机械加工的优质解决方案!
YG6A 14.6-15.0 1370 91.5 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工及精加工。
YG6 14.5-14.9 1380 89 适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。
YG8 14.5-14.9 1600 89.5 适于铸铁、有色金属及其合金与非金属材料加工中,不平整断面和间断切削时的粗车、粗刨、粗铣,一般孔和深孔的钻孔、扩孔。
YT5 12.5-13.2 1400 89.5 适于碳素钢与合金钢(包括钢锻件,冲压件及铸件的表皮)加工不平整断面与间断切削时的粗车、粗刨、半精刨,非连续面的粗铣及钻孔。
YT15 11.0-11.7 1150 91 适用于碳素钢与合金钢加工中,连续切削时的粗车、半精车及精车,间断切削时的小断面精车,连续面的半精铣与精铣,孔的粗扩与精扩。
YT14 11.2-12.0 1200 90.0 适于在碳素钢合金钢加工中, 不平整断面和连续切削时的粗车,间断切削时的半精车与精车,连续断面粗铣,铸孔的扩钻与粗扩。
详细说明
| 牌 号 | 相当于 ISO分 组代号 | 性能 | 用 途 | ||
| 密度 | 抗弯强度 | 硬度 | |||
| G/Cm3 | N/mm2 | HRA | |||
| YG3 | K01 | 14.9-15.3 | ≥1450 | ≥91.0 | 适合于铸铁、有色金属及其合金与非合金材料连续切削时的精车,半精车。 |
| YG3X | K01 | 15.1-15.4 | ≥1600 | ≥92.0 | |
| YG6X | K10 | 14.8-15.1 | ≥1860 | ≥91.5 | 适合于冷硬铸铁、合金铸铁、耐热钢、合金钢的加工。亦适合普通铸铁的加工。 |
| YG6A | K10 | 14.7-15.1 | ≥1800 | ≥92.0 | |
| YG6 | K20 | 14.7-15.1 | ≥2050 | ≥90.5 | 适合于铸铁、有色金属、合金与非合金材料的精加工与半精加工。 |
| YG8 | K30 | 14.6-14.9 | ≥2520 | ≥90.0 | 适合于铸铁、有色金属、非金属材料的粗加工。 |
| YS2T | K30-M30 | 14.5-14.8 | ≥2500 | ≥91.5 | 适用于低速粗加工,铣削钛合金及耐热合金,做切断刀及丝锥尤佳。 |
| YT15 | P10 | 11.1-11.6 | ≥1650 | ≥92.0 | 适用于碳素钢和合金钢连续加工时的粗加工和半精加工,精加工。 |
| YT14 | P20 | 11.2-11.8 | ≥1750 | ≥90.5 | 适用于碳素钢和合金钢不平整面的粗加工,间断切削时的半加工。 |
| YT5 | P30 | 12.5-13.2 | ≥2200 | ≥90.5 | 适用于碳素钢和合金钢不平整面与间断切削时的粗加工。 |
| YW1 | M10 | 12.7-13.5 | ≥1710 | ≥92.5 | 适用于耐热钢、高锰钢及普通钢和铸铁的加工。 |
| YW2 | M20 | 12.4-13.5 | ≥1880 | ≥91.0 | 适用于耐热钢,高锰钢,不锈钢及合金钢等特殊难加工材料。 |
| | |||||