



| 产地 | 东莞 |
|---|---|
| 产品认证 | CCC |
| 重量 | 13 |
| 执行质量标准 | 国标 |
| 适用机床 | 车床 |
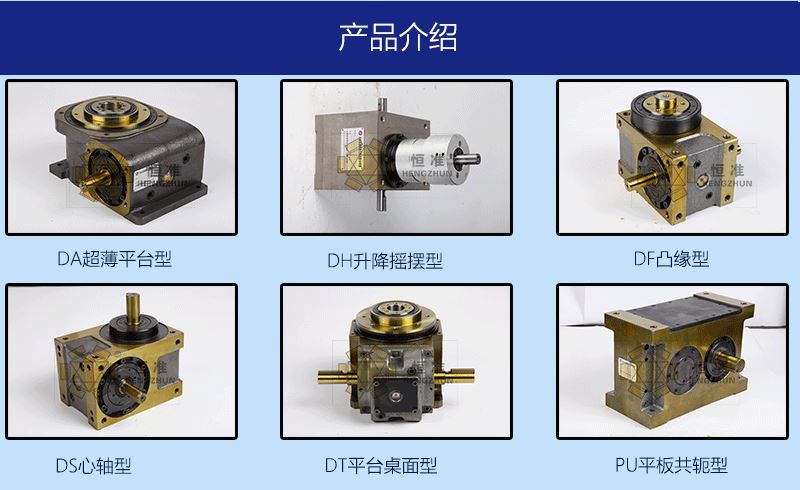
| 分类 | 凸轮分割器 |
| 品牌 | 恒准 |
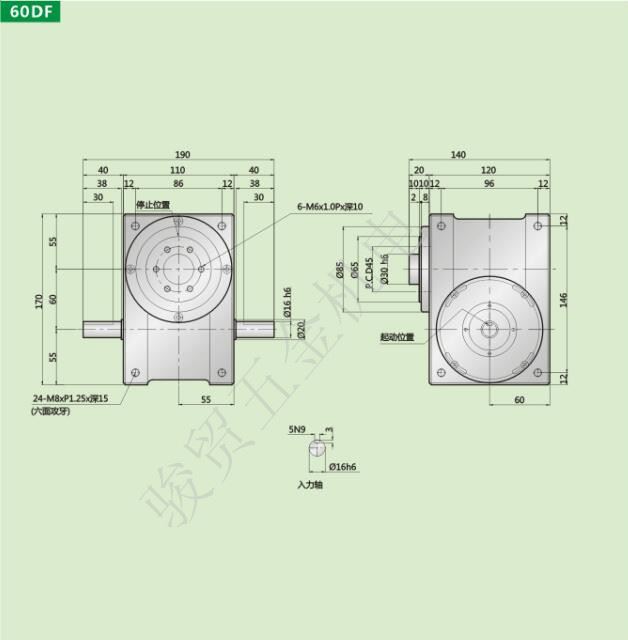
| 型号 | 60DF-6-90 |
| 加工定制 | 否 |
| 出力轴容许径向负荷 | 140 |
| 出力轴容许轴向负荷 | 142 |
| 入力轴容许径向负荷 | 100kgf |
| 入力轴最大扭矩 | 4.34kgf-m |
| 标准定位精度 | ±45 |
| 所在地区 | 东莞 |




相关资讯:
从动力学的观点来看,所说的分度凸轮机构系统为多自由度的振动系统。其中交织有:周向振动(回转振动)与各方向的“平动振动”,并且它们又相互耦连,显现出十分复杂的情形。现以周向振动为例,凸轮轴系与分度轴系均会产生绕各自回转轴线的周向振动;它们受到共轭廓面的约束,相互的耦连应满足啮合原理的转角规律,即如啮合副的转角函数为φ1=φ1(φ2),两轴系的振动角位移为θ1、θ2,则耦连时必有:θ1=φ1(θ2)由于降速特性的影响,凸轮轴振动的角位移θ2,将被平均地压缩1/Z倍而耦连于分度盘,其影响已十分微弱了。反过来看,分度盘的周向振动如若反馈给凸轮轴,有如“蜗轮带动蜗杆”回转,由于摩擦力的扼制,甚至自锁,又几乎是不可能的。
由此可见,因降速特性阻断了这两个传动轴系间周向振动的相互传递,才产生了类似于隔离振动的效果,简称“隔振效应”。这种良性效应阻断了来自凸轮轴的周向振动,以及通过凸轮轴输入的前级周向振动,提高了输出端分度轴系的平稳性。
分割器工作流程中各部分结构的工作介绍:
1、所谓分度装置**是做〔停止→分割→停止→分割→)的间歇分割回转运动。
2、所谓停留**是出力轴不回转的区间,亦即在滚子凸轮的从动件滚柱与凸轮曲线密接的状态即称停留。
3、所谓分割**是出力轴回转的区间,亦即在滚子凸轮的从动件滚柱与凸轮曲线密接的状态即称停留。
4、一般入力轴每一回转,输出轴做一次分割一次停留。
6、若将出力轴的回转盘与转动型自动机器连接的话,亦可当作机械的主要动力来源。
5、出力轴一回转之间的停留次数即冲撞次数。这些停留点如被决定了即可做加工组合检查等作业。
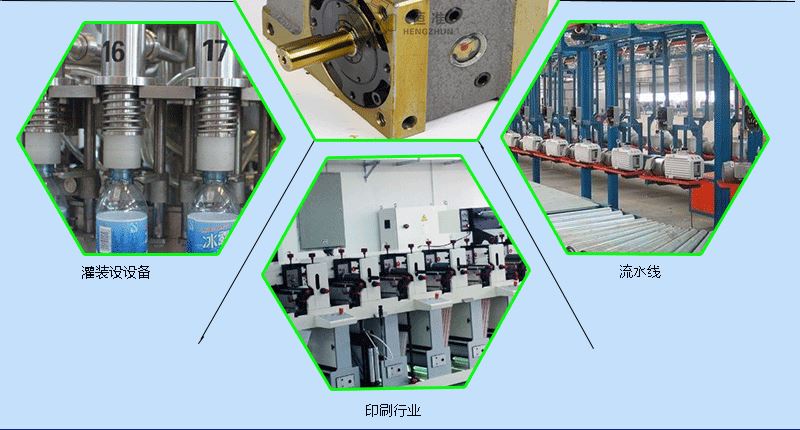
7、若在出力轴上安装链轮或皮带轮,并与链条或皮带配合后,也可当做像间歇性输送的输送带的在线型自动机器。
8、摇摆装置**是由入力轴做连续等速回转,而出力轴做往复式回转运动的装置。
9、不仅能做单纯的往复式回转运动,而且还可做某一程度回转的中间位置、停止位置或回转角度的任意设置。
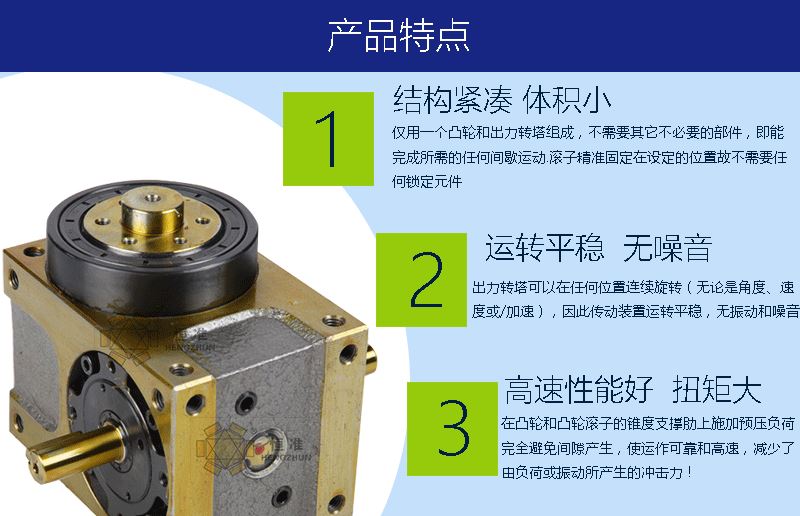
10、以一对凸轮从动件来挟持滚子凸轮外周的无间隙的滚子凸轮曲面时,若常给予滚子凸轮与从动件间一适当压力,则可得一无逆转的良好回转运 动。
11、在出力轴上装置游戏杆,并在其前端装上导轮及导杆使其做直线运动则可做工作搬运车。
12、在设计间歇性分割装置的分割或停留时,若能同时运转振动装,则可提高自动机器的信赖性并使其高速化。
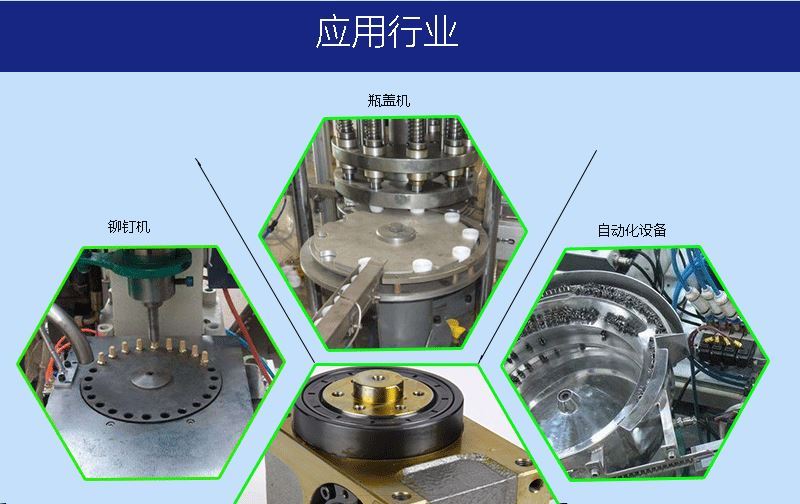
在很多机械运用当中,经常会用到凸轮分割器来带动转盘,加工的产品在转盘上面,采用这种方式来在不同的工位上做不同的加工。 如果要用凸轮分割器来带动转盘,要做好以下几点考虑:
1、凸轮分割器的载重负荷,要考虑好,不可以超负荷运转;
2、要计算好转盘的工位,也**是凸轮分割器一圈要求走几个工位,并且要考虑好工位之间的距离,这个需要加工产品的大小、形状都有非常大的关系;
3、精度的计算,因为机械配和上肯定会有一定的间隙,如果加工产品的精度要求越高,那对分割器的要求也**要求的越高;
4、速度的要求,转的越快,冲击力也**越大,相对应的精度也会受到非常大的影响。
影响间歇分割器分割精度、寿命的一个较大的因素在于调整。分割器出厂产品是把精密加工件,经过精心组装、调整而得到的。但是即使调整的再好,间歇分割器在使用的过程中也会出现变形,如果碰到这样的情况,该如何处理呢?
在间歇分割器的分割过程中,如果发现元件出现变形情况,应该采用反变形的方式,这样**可以将元件固定在分割器的铸铁平台上,从而使到元件控制住变形的情况,不会再变得更加严重。
接下来,采用小锤锤击中间焊道,可以使到工卡具刚性的稳定。为了防止元件继续变形,在分割器的直径方向上,用管子或型钢撑牢,防止变形。