





| 品牌 | 虎戈 |
|---|---|
| 型号 | 400*2.5*32 |
| 材质 | 高速钢 |
| 用途 | 切金属专用锯片 |
| 是否标准件 | 标准件 |
| 是否涂层 | 涂层 |
| 适用机床 | 切管机、金属圆锯机、管材下料机、管材加工机械、锯切机床、铣床等 |
| 规格 | 400*2.5*32 |
品牌 TRIGERS/虎戈 型号 275*2.0*32 是否标准件 标准件
材质 高速钢 用途 切金属专用锯片 是否涂层 涂层
适用机床 切管机、金属圆锯机、管材下料机、管材加工机械、锯切机床、铣床等
规格 275*1.2*32,275*1.6*32,275*2.0*32
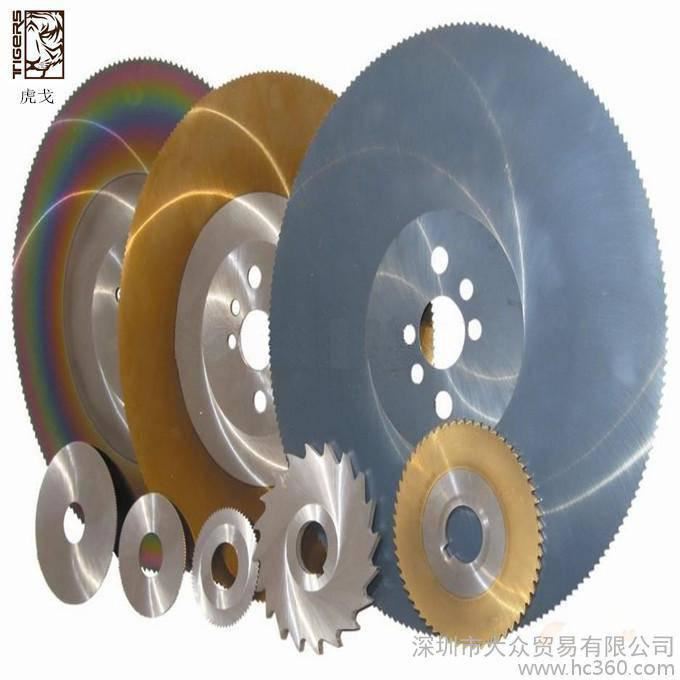
适用机械:切管机、金属圆锯机、管材下料机、管材加工机械、锯切机床、铣床等。
齿数可配:120T 150T160T 180T 200T 220T 240T 260T 280T 300T 320T
齿型可配:普通管类、不锈钢管类、实心棒料类。
售后服务:我公司提供合金钢高速钢锯片的全自动修磨和补齿服务
产品性能:具有切削面无毛刺效果好、性能稳定、刀口锋利耐磨损切削效果,能极大的提高用户的切削效率.
用 途:切割各种类型及形状的管材,如铁管,不锈钢管,铜管,用来制作洁具,衣架,车架,汽车排气管等等
包 装:环保纸盒
应用建议:新锯片试运转,为了保证长久的使用寿命,自动机在切割开始的 10 分钟减少进料速度是非常必要的。下一个 10 分钟才逐渐加快速度。 切割和进料速度: 切割速度决定于被切割材料的种类和截面及韧度,韧性越强的材料要挑选更慢的转速。材料截面越小,选用转速越快。反之截面越大,可用速度越慢。推进(切割压力)。 取决于材料的截面,大截面需要大的切割压力。细管和小结构钢,除用小切割压力外推进时间越快越好。
圆锯片使用出现的问题及注意事项:
? 市面上由于竞争的因素,供应商生产材料的过程偷工减料含有太多的杂质,锯片切到含有杂质的材料时会造成破裂或切出来的表面不平。
? 使用质量差的机台,价格虽便宜但在生产过程中钢性不够所造成切割震动及锯片上下有间隙会晃动,这样**影响锯片的切割性能。
观察锯屑你可判断切割状态是否良好:
? 很细的或粉状锯屑表示切割压力太小。
? 粗的柔软的锯屑表示切割超负荷。
? 长的螺旋丝锯屑表示状态良好。
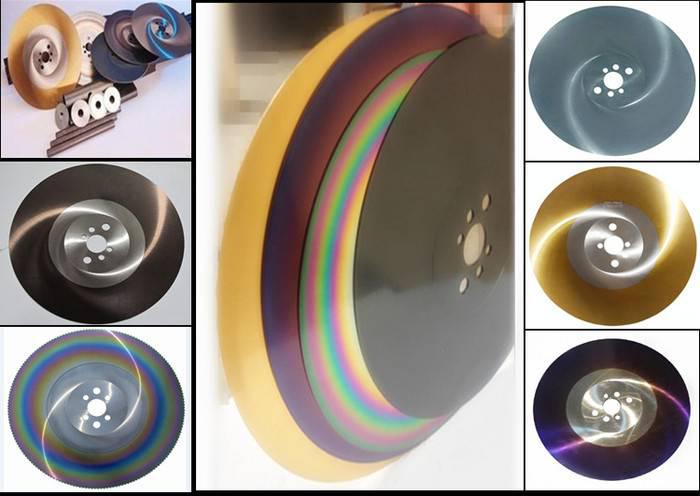
氮化涂层(黑色)VAPO 氮化涂层高温氧化热处理,色泽为深黑色,把化学元素 Fe3O4 经过**的特别热处理后,表面形成一层氧化层(Fe3O4),氧化层的厚度约5-10微米,表面硬度约800-900HV,摩擦系数:0.65,这种锯片 表面光滑度好,有助于增强锯片的自润能力,锯片被材料卡住的现象在一定程度上能够避免。用于切割一般性材料。由于其加工工艺成熟,性价比高,市场普遍使用
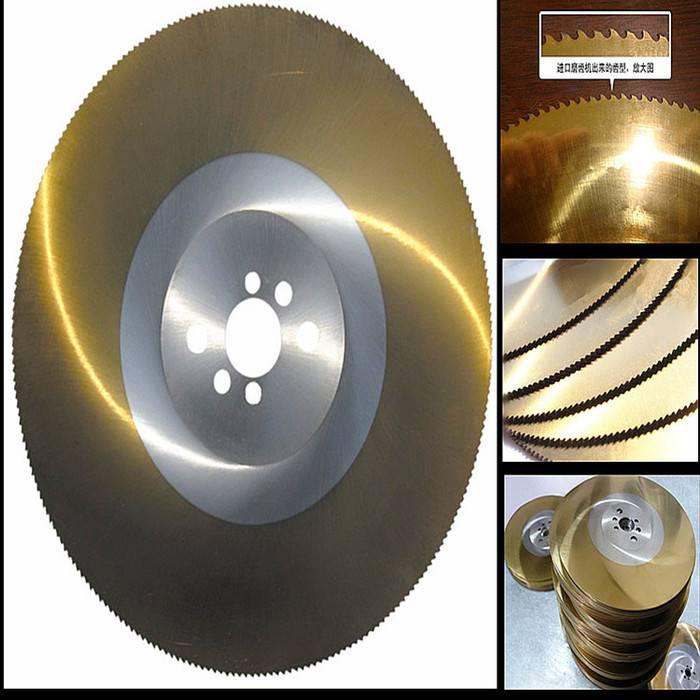
氮化钛涂层(金色)TIN经过PVD氮钛处理后,锯片涂层的厚度约2-4微米,其表面硬度约2200-2400HV,摩擦系数:0.55,切割温度:520℃,这种锯片能大幅提高锯片使用时间,为了充分利用其特点,所以应将切割速度提高,以体现其价值。这种涂层的主要作用是使锯片更加耐切,对于一般性材料的切割,其优异的表现能有效提高切割速度,降低损耗。
氮铝化钛涂层(五彩)TIALN这是一种新的多层抗磨涂料,利用多层PVD涂层处理后的锯片达到了非常低的摩擦系数,其表面硬度约3000-3300HV,摩擦系数:0.35,氧化温度:450℃,这种锯片能使切割面非常光滑,锯片更耐磨,推荐切割速度和进料速度比较高且切割抗拉强度超800 N/mm2的材料,如不锈钢等,在特别苛刻的工作条件下使用。
碳氮化钛涂层(棕色) 这是一种适合更加苛刻抗磨要求的涂层。推荐切割抗拉强度超过800N/mm2 的材料使用。涂层厚度3微米,摩擦系数:0.45, 氧化温度:875℃,其表面硬度约3300-3500HV。 既适合于切割张力强度高的钢材如不锈钢,也可用于切割较软的材料如铸铁、铝合金、黄铜和紫铜等,由于其较低的摩擦系数和低导热性,特别适合在高速高温下进行干切。
铝氮化钛涂层(简称超A涂层) ALTIN 这是一种新的多层复合抗磨涂层,此种涂层厚度2-4微米,表面硬度:3500HV,摩擦系数:0.4,切割温度低于900度,推荐切割速度和进料速度比较 高且切割抗拉强度超过800 N/mm2 的材料(如不锈钢)使用,在特别苛刻的工作条件下譬如干切的情况下使用。由于铝氮化钛镀层本身的韧性及良好的物理稳定性使得锯片更为耐磨,适合于切割所有的钢材,由于其较低的摩擦系数和低导热性,特别适合于高速高温下干切。