














| 材质 | 硬质合金 |
|---|---|
| 规格 | HS-TK10 |
| 加工范围 | 10-10.5 |
| 精度 | AAA级 |
| 直径 | 20 |
| 是否标准件 | 是 |
| 样品或现货 | 现货 |
| 适用机床 | 车床 |
| 是否涂层 | 非涂层 |
| 滚刀类型 | 非渐开线展成滚刀 |
| 品牌 | HANSON |
| 型号 | HS-TK10 |
镜面滚压工具内孔滚光刀 通孔滚压头 镜面铰刀厂家直直销
滚压加工是将高硬度且光滑的滚柱与金属表面滚压接触,使其表面层发生局部微量的塑性变形后得到改善表面粗糙度的塑性加工法的一种。




镜面滚压工具MIRROR ROLLING TOOLS也叫滚压刀、滚压头、滚轧头、滚挤头、挤压头、镜面刀、滚扎刀、滚挤刀、滚光刀、挤光刀、压光刀、挤压刀、挤孔刀、滚压铰刀、滚柱铰刀、滚针绞刀、滚压刀具、镜面滚压工具等多种名称,因为地域与语言习惯关系,各地的叫法也有所不同,北方工厂内师父们习惯称为——滚压头,理解为一头往里钻;南方工厂内师父们习惯称为——滚压刀,理解其是机械加工刀具的一种。根据加工原理统称为滚压工具,都是利用机械挤压的原理,获得光洁如镜的金属表面的一种机械加工,这是在先进国家普遍使用,也是目前国内最理想的镜面加工工具,是为各生产企业提高品质,提高效益,改进传统工艺的最佳选择!

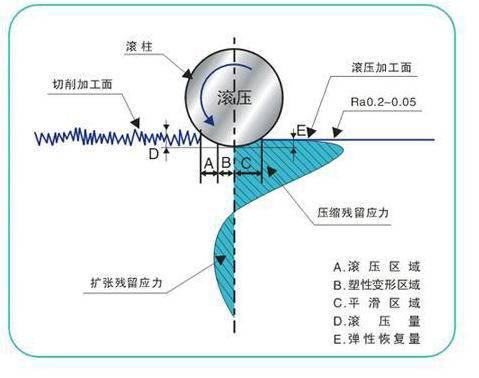
图:为滚压加工原理的模拟图。在滚压区域滚柱与切削加工面接触后渐渐加压,在塑性变形区域接触压力超过材料的屈服点,产生局部塑性变形。
在滚柱下端最大负重作用后,在平滑区域开始弹性恢复,滚柱渐渐离开加工表面。
在实际的滚压加工中由多支滚柱连续并反复进行上述动作,将表面加工成平滑如镜。

镜面滚压工具内孔滚光刀 通孔滚压头 镜面铰刀厂家直直销
滚压加工是将高硬度且光滑的滚柱与金属表面滚压接触,使其表面层发生局部微量的塑性变形后得到改善表面粗糙度的塑性加工法的一种。
短时间内改善表面粗糙度的同时表面被加工硬化,并且由于产生压缩残留应力可得到具有耐久性的表面。


使用方法
1.将工具装夹在钻、车、铣、镗床和数控车床、加工中心等机床主轴上,工具转动,工件不动进行右旋转加工,也可工具固定,工件旋转加工,工具与加工孔的中心重合。
加工条件:
工件直径mm Component diameter | 4~14.5 | 15~24 | 25~44 | 45~74 | 75~99 | 100~139 | 140~200 |
转速r/min Rotation speed | 1500~1000 | 1000~800 | 800~500 | 700~400 | 500~300 | 400~250 | 300~150 |
进给速度mm/rev Feed speed | 0.1~0.4 | 0.2~0.6 | 0.3~1.0 | 0.4~1.2 | 0.5~1.5 | 1.0~2.0 | 1.2~2.5 |
2.上下推动有刻度铝壳同时左右旋转,可调整工具直径,每格刻度为0.0025mm(见图)。调整范围0.5mm
3.加工时必须用冷却润滑油,润滑油要过滤并保持清洁(也包括滚压外径、平面、 锥面、球面)。
4.工具退回时会自动缩小直径,不会损伤已加工表面。
注意事项
1.滚压前孔壁不宜有较深刀痕,刀纹应均匀、松弛(此条件也包括滚压外径、平面、锥面、球面),粗糙度Ra3.2左右。
2.为了获得合理的滚压余量,应根据工件本身情况(主要是材质、硬度、滚压前表面精糙度)有所选择,故批量加工前应试加工2~3件,求出最佳滚压余量。(见表)
工件直径mm | 4~11.9 | 12~30 | 31~59 | 60~89 | 90~149 | 150~179 | 180~200 |
预留加工余量mm | 0.005~0.02 | 0.01~0.025 | 0.015~0.03 | 0.025~0.04 | 0.04~0.08 | 0.05~0.1 | 0.06~0.12 |
3.加工盲孔时底部约0.5mm无法加工,为使滚压头不能加工的部分最小,调整好工具直径后,磨削除去滚针顶端部同样位置的心轴部分。
4.工件必须有足够的壁厚,一般应超过孔径的15%,若壁太薄,应在减少壁厚前进行滚压,或用一个型架来支撑周边。
5.根据机床选择好工具装夹部形状(直柄、莫氏锥柄、BT柄等)。
无锡翰森科技有限公司
联系人:顾萍
TEL:18951587658
FAX:0510-88274200
QQ:2792771551
E-mail:sales_hanson@163.com
网址://www.hanson-tec.com
//www.hanson-tool.com