






| 产地 | 山东 |
|---|---|
| 规格 | 定制 |
| 类别 | 深孔钻头 |
| 品牌 | 精钻 |
| 型号 | 齐全 |
| 加工定制 | 是 |
产品介绍:
深孔钻削加工是机械加工中难度大、技术含量较高、专业性较强、加工成本高的一种孔加工技术。随着科学技术的进步,工业的发展,深孔加工技术已经运用到各机器制造部门,如航空工业、造船、冶金、发电设备、机床、石油化工机械、塑料机械等,从而使深孔加工成为机械加工中必不可少的一种工艺方法。内排屑深孔钻由于加工效率高,在深孔加工中获得广泛应用。
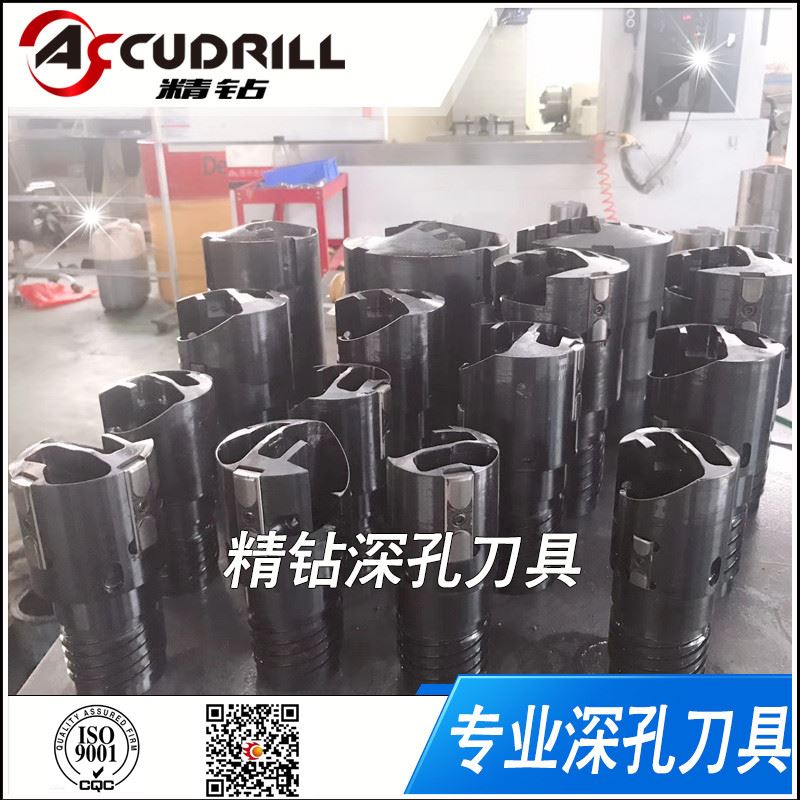
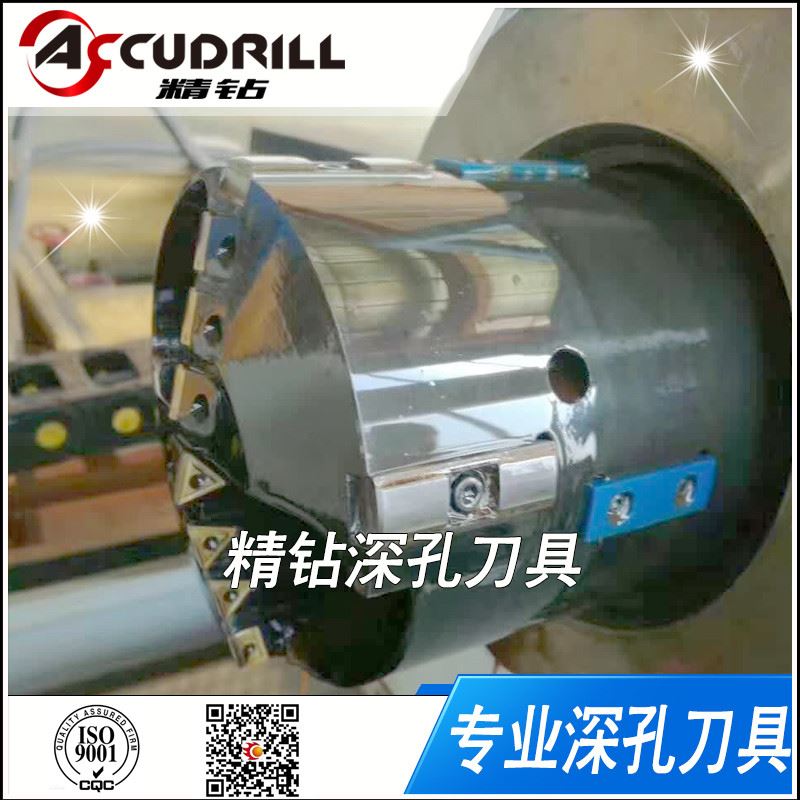
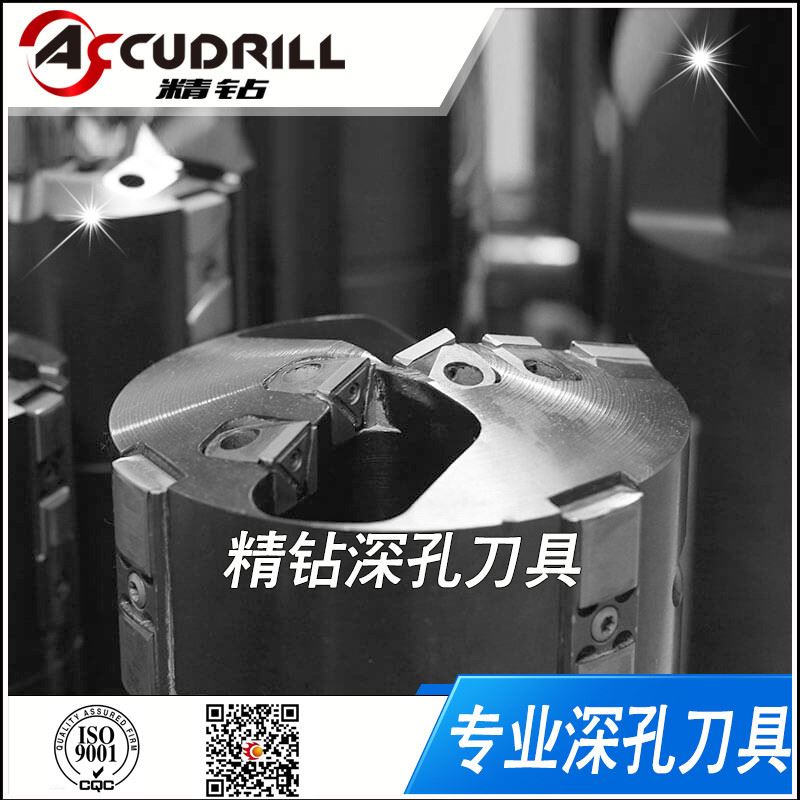
精钻深孔钻具长期从事内排屑深孔刀具的开发,致力于为用户深孔加工提供系统解决方案。近年来依托我公司在材料、涂层和深孔刀具设计制造等方面的综合优势,开发出了系列机夹式内排屑深孔钻。该深孔钻采用了新研制的高性能硬质合金基体材料和新的刀片表面涂层工艺,保证了刀具的高的切削寿命;通过对刀片几何形状、断屑槽形的优化设计,大大提高了刀片的切削强度以及刀具的切削效率,保证了高效深孔钻削加工的要求;通过对刀体结构的优化设计,保证了超长深孔加工的直线度,加工深孔零件的长径比达到国际先进水平。
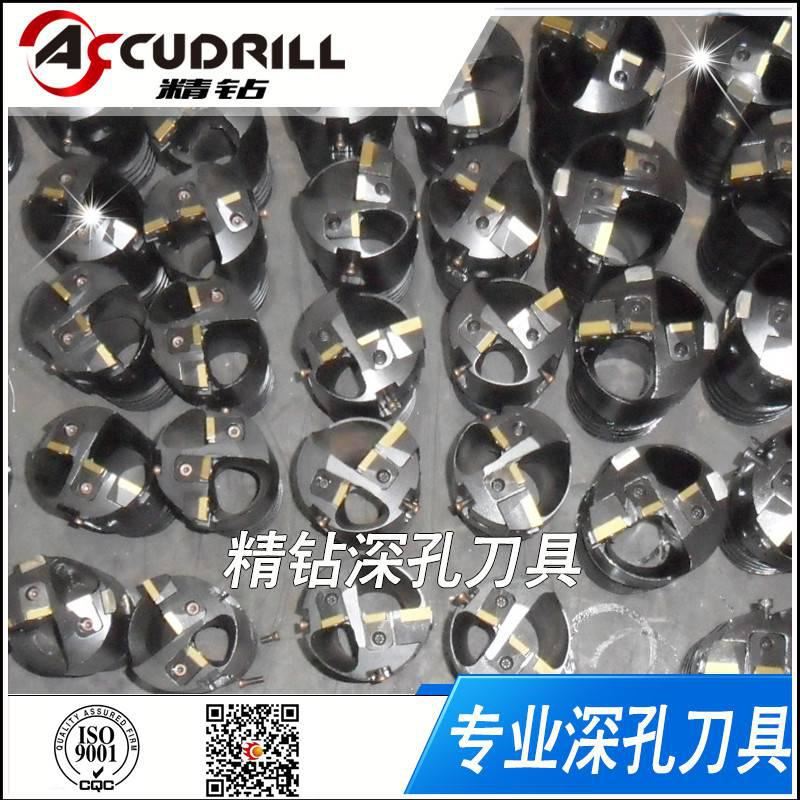
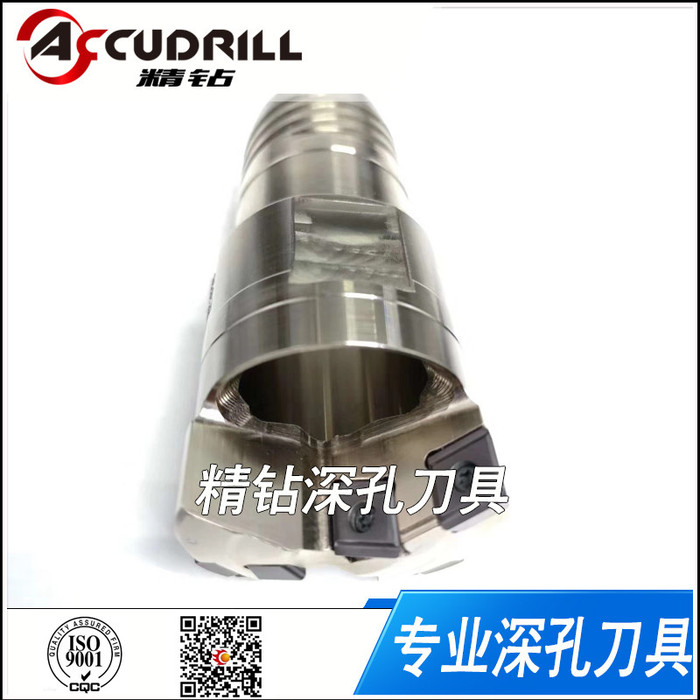
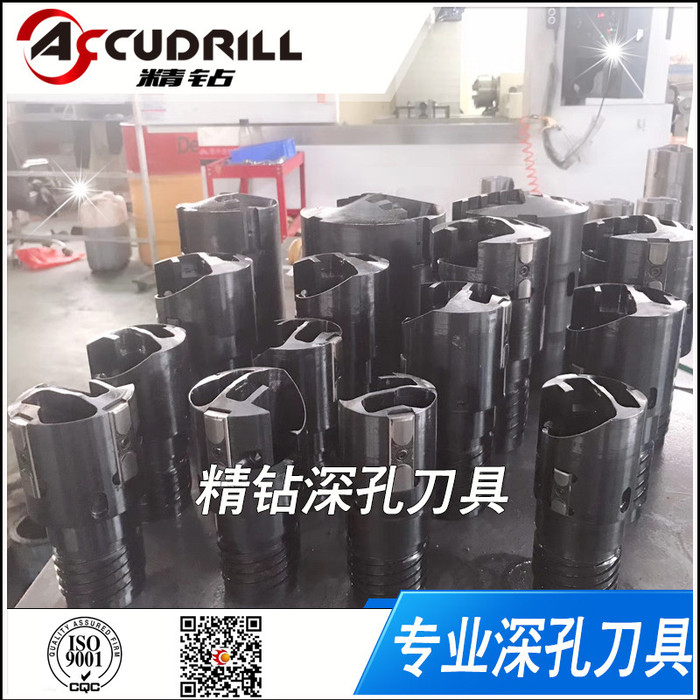
我公司生产的机夹式内排屑深孔钻直径范围为φ25~φ160mm,并可生产各种规格的机夹式扩孔钻。φ25~φ65的机夹式内排屑深孔钻采用沉孔螺钉直接将可转位刀片固定在刀体上的结构形式;φ65以上的机夹式内排屑深孔钻采用带刀座的结构形式,沉孔螺钉直接将可转位刀片固定在刀座上,同时刀座用螺钉固定在刀体上。针对特殊难加工材料以及用户加工条件的不同,专门开发了不同的刀片材质、不同的刀片涂层工艺、不同的刀片几何形状、不同的断屑槽型以及不同的刀具结构**大限度地满足各种用户的不同需求。机夹式内排屑深孔钻加工孔的精度达到IT10级,表面粗糙度达Ra3.2,可替代进口产品。
产品图片: