











| 非标 | 枪钻规格¢2~¢48 枪杆长度10mm~4500mm 任意规格长度均可定做 |
|---|---|
| 柄径 | 19/25 |
| 材质 | 特殊无缝钢管 |
| 产地 | 东莞 |
| 规格 | 2mm/45mm |
| 类别 | 深孔钻 |
| 全长 | 10MM-3500 |
| 刃长 | 50以内 根据规格而定 |
| 是否标准件 | 是 |
| 是否进口 | 是 |
| 品牌 | JF捷峰深孔钻钻头刀杆 |
| 型号 | D2.0mm*D45mm*3500 |
| 加工定制 | 是 |
| 刃径 | D2.0/D45 |
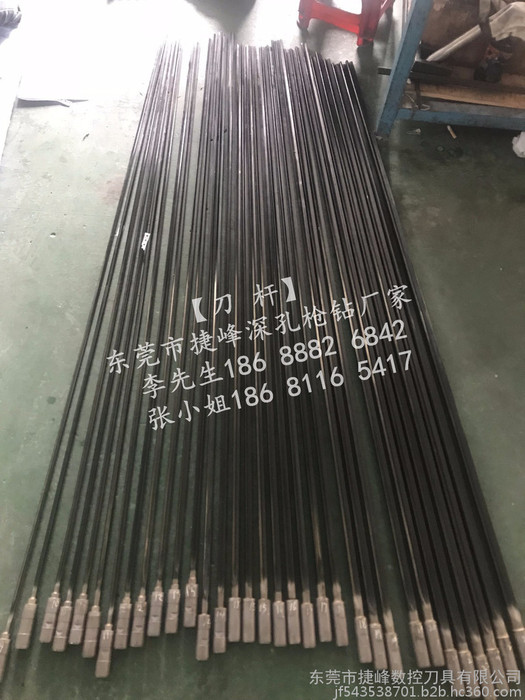
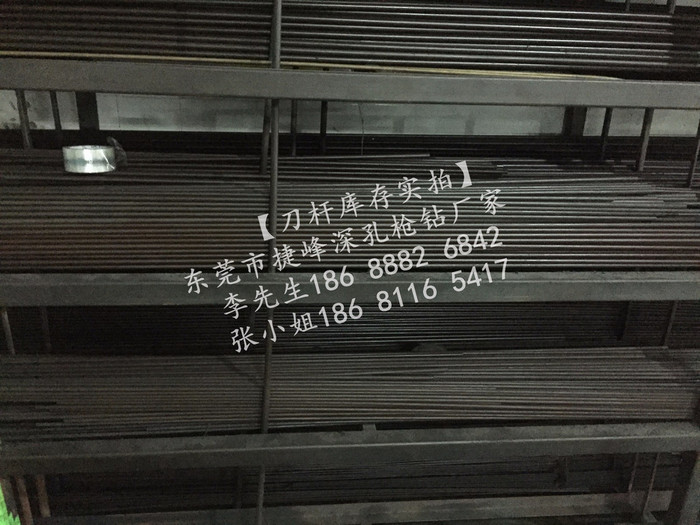
公司主要产品:枪钻、深孔钻头、枪杆、订做非标枪钻
枪钻规格¢2~¢48 枪杆长度10mm~4500mm 任意规格长度均可定做!
诚招各地代理商 量大从优 张小姐 18681165417 0769-85321939

随着技术不断发展,深孔钻,
深孔钻是内排屑深孔钻的一种典型结构,它是在单刃内排屑深孔钻的基础上改进而成,其切削刃呈双面错齿状,切屑从双面切下,并经双面排屑孔进入钻杆排出孔外。深孔钻切削力分布均匀,批发德国深孔钻,分屑、断屑性能好,钻削平稳可靠,钻削出的深孔直线
性好。
1、深孔钻加工无法直接观察刀具切削情况,因此加工时只能通过听声音、看切屑、观察机床负荷及切削液压力等方法来判断排屑及刀具磨损状况。
2、深孔钻加工散热困难,必须采用有效、可靠的切削热冷却方式。
3、深孔钻加工排屑困难,如发生切屑阻塞极易损坏刀具,硬质合金深孔钻,因此必须合理选择切削用量,保证断屑可靠、排屑通畅。
4、深孔钻加工时孔易发生偏斜,因此在刀具及进液器结构设计时应考虑导向装置与措施。
5、深孔钻加工时钻杆长、刚性差、易振动,将直接影响加工精度及生产效率,因此合理选择切削用量十分重要。
什么时候用深孔钻?
1.所谓的深孔,是个相对的概念。比如说**深孔钻效率高,一个100毫米深的孔是深孔么?对于一个直径2~3毫米的孔来说**是一个深孔了。
2.一般来说,孔深与孔径的比例大于10**认为是深孔了。
3.用于深孔加工的刀具种类也挺多的,**基本的**是超长麻花钻、枪钻、喷吸钻等。
4.**的深孔钻是枪钻,顾名思义**是用来加工枪的零件——枪管的。所以深孔钻用的**多的或许**是军工企业**、炮管的加工。
5.其他用到深孔钻的企业也很多,例如:
(1)发动机各个零件的水孔、油孔。
(2)各类机械液压部件的缸、腔部位。
(3)医疗器械、精密机械等许多领域都会用到深孔加工。
6.深孔钻中的双管内排屑喷吸钻需要专机。

