












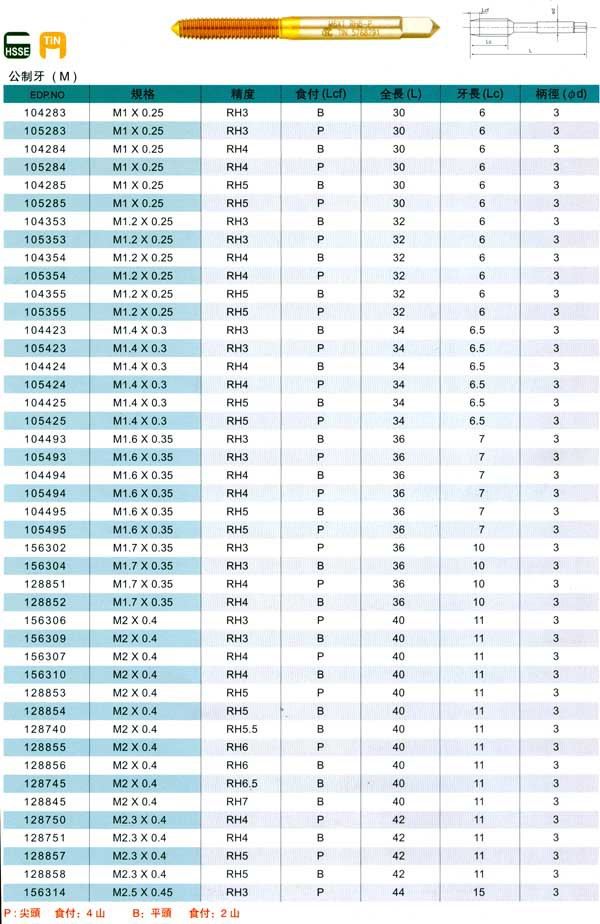
| 材质 | 高速钢 |
|---|---|
| 尺寸 | 40mm |
| 功能 | 挤压 |
| 公称直径 | 2mm |
| 螺距 | 0.7mm |
| 螺纹类型 | 粗牙螺纹 |
| 丝锥样式 | 直槽 |
| 制式 | 公制 |
| 适用范围 | 机用 |
| 螺纹代号 | 00125342 |
| 品牌 | 其他 |
| 型号 | TIN-EXL-NRT |

以上报价仅供参考,详情请来电或旺旺咨询,网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,为了避免延误了收货时间造成双方不必要的损失,请拍前一定要联系客服,谢谢!

镀钛挤压丝锥的特点
1、无屑加工
2、强化所攻牙的强度
3、更高的产品合格率
4、丝锥自身的强度好
5、更长的使用寿命
6、更高的生产效率
7、无过渡牙螺纹

 |  |
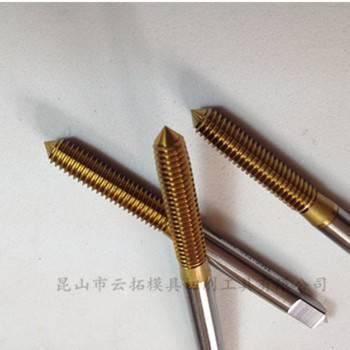 |  |


挤压丝锥的结构特点
挤压丝锥是一种带有**圆弧的多边形截面的新型内螺纹加工刀具。改丝锥螺纹的横截面与切削丝锥的圆形不同,呈曲边棱形。其高点称为棱脊,相当于切削丝锥的切削刃,是丝锥螺纹的有效工作部位。安棱脊的形态可将丝锥分为直棱和螺旋棱挤压丝锥两种,前者磨削制造简单且较为常见,但在挤压螺孔时,螺旋棱挤压丝锥的接触状态较直棱要好,挤压过程更加平稳。这种丝锥没有容纳切屑刃的容屑槽,但在棱边低点处可有很浅很窄的油槽。另外,丝锥前端挤压丝锥的螺纹为完整齿形,其齿顶宽一般与校准部分相同。
挤压丝锥加工原理以及特点
挤压丝锥依据金属塑性变形原理加工内螺纹。在实际攻丝中,挤压丝锥被放置在预钻孔中,其直径约为丝锥中径。在攻丝扭矩的作用下,其挤压锥的棱脊挤入钻孔的内表面形成螺纹底部,而挤出的金属沿着丝锥螺纹齿面移动,使工件螺纹牙型高度逐渐增大,**终形成完整螺纹。从某种意义上说,挤压丝锥可以被认为是具有很大负前角和较大切削刃钝圆半径的刀具,它没有切削作用,故在加工过程中不产生切屑。在挤压过程中,丝锥与工件接触的任一点对工件的作用,均可分为法向力F。和切向摩擦力。它们使工件材料产生径向,轴向,和圆周方向的压应力,根据金属压力加工原理中的**小阻力定理和塑性变形的体积不变定理,使工件金属沿丝锥牙侧流动而形成了螺孔。
与普通丝锥相比,挤压丝锥加工螺孔有下列特点:
A 工件螺纹由挤压形成,齿侧面很平滑粗糙度低;材料纤维保持连续,且攻丝过程中有明显的加工硬化作用,使所加工螺纹的强度大大高于切削加工出来的螺纹
B 挤压丝锥攻丝不产生任何切屑,避免了切屑堵塞造成的折断事故,且由于不需要清除切屑,使用比较方面,对电器电子行业等有清洁度要求的场合尤为适合/虽然该丝锥攻丝扭矩较大,但丝锥没有容屑槽使得其强度明显提高,所以它的切削速度仍可高于一般丝锥。
C 挤压丝锥加工螺孔的弹性恢复比切削丝锥大,而攻丝扩张现象却可以忽略,常使所加工螺孔的中径略小于相应的挤压丝锥。弹性恢复造成的螺纹收缩在攻丝后的瞬间便完成了,以后螺孔大小稳定/由于没有切削造成的随机变动因素的影响,其所加工的螺孔精度较高。
D 由于挤压丝锥是靠工件材料的塑性变形完成加工,故要求工件需要一定的延展性,即较好的塑性变形能力。一般认为,挤压丝锥适用于加工延伸率不小于20%的材料,如铜,铝及其合金,低碳钢等。对于延伸较小的材料如调质钢等,则一方面可采取优化设计(如采用更小半径的**圆弧),另一方面可采取优化工艺参数(如通过工艺验证确定**预订孔尺寸和**挤压速度等)来实现成功的挤压加工。该种丝锥在加工强度为1000N/MM2以内的钢,不锈钢,铝合金(硅含量低于12%)和软铜合金等材料方面具有突出的性能。但低塑性及脆性材料如铸铁,硬质钢材等一般不宜用挤压丝锥加工。
E 挤压丝锥的**圆弧铰切削丝锥刀尖相比又不易磨损,而且不需要刃磨,故挤压丝锥的寿命可比切削丝锥高数倍。
F 挤压丝锥及冷挤压加工的一个很大的优点是,可仅用一把刀具在各种不同材料中加工盲孔和通孔。这样,由于不必采用不同的刀具,因此降低刀具成本。