











| 材质 | 含钴高速钢 |
|---|---|
| 尺寸 | 100mm |
| 功能 | 挤压 |
| 公称直径 | 5mm |
| 螺距 | 0.8mm |
| 螺纹类型 | 粗牙螺纹 |
| 丝锥样式 | 直槽 |
| 制式 | 公制 |
| 适用范围 | 机用 |
| 螺纹代号 | 00123543 |
| 品牌 | 其他 |
| 型号 | NRT |

以上报价仅供参考,详情请来电或旺旺咨询,网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,为了避免延误了收货时间造成双方不必要的损失,请拍前一定要联系客服,谢谢!

非标丝攻基础知识
非标丝攻近年机械设备自动及高速化的进步,攻丝机也使用到装置有导捍进刀机械的**机械了。另一方面被切削的材料越来越有难以切削的倾向,切削条件也以单个丝锥为通常,已更形严格了。内螺纹(螺母)切削的方法,虽然一般多使用车床切制或用丝锥攻牙,但直径小及多量生产等情形时几乎都是以丝锥攻牙。非标丝攻 攻牙作业多数的情形是在接近**加工程序,所以一旦发生丝锥折断、螺孔扩大或缩小、牙崩裂等困难**会造成许多不良产品,蒙受诸多损害。攻牙是先以钻头钻妥的底孔径攻出螺纹,是在非常狭窄空间进行切削并将切屑排出。切屑的流动状况因被切削的材料而异,所以使用按用途而发展成功的丝锥为合乎理想。

 |  |
 |

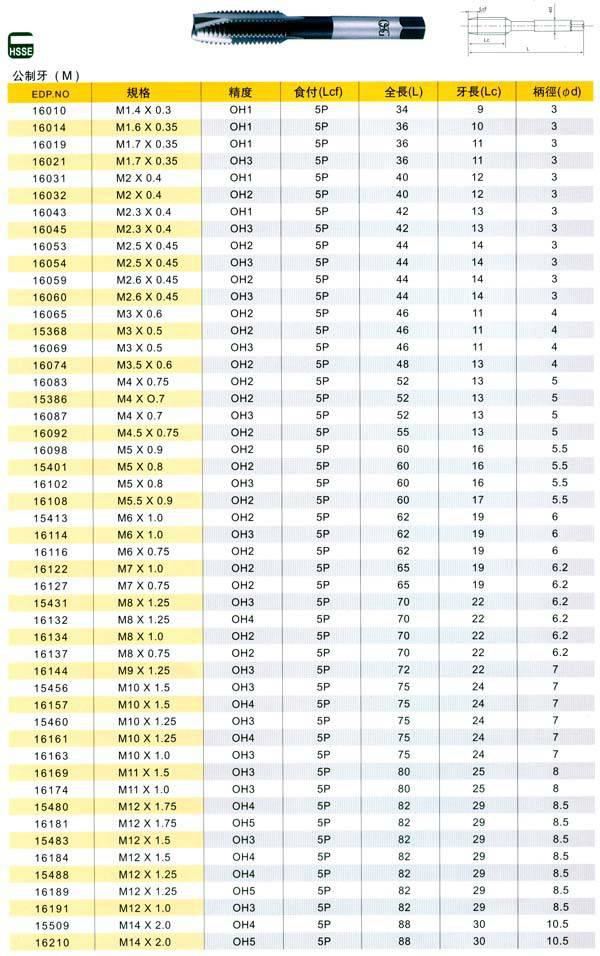

丝锥的结构
尽管丝锥的种类很多,但它的结构基本上是相同的。工作部分是由切削部分和校准部分组成。切削部分齿形是不完整的,后一刀齿比前一刀齿高,当丝锥作螺旋运动时,每一个刀齿都切下一层金属,丝锥主要的切屑工作是由切削部分担负。校准部分的齿形是完整的,它主要用来校准及修光螺纹廓形,并起导向作用。柄部是用来传递扭矩的,其结构形式则视丝锥的用途及规格大小而定。
非标丝攻的特点
非标丝攻供加工螺母或其他机件上的普通内螺纹用。机手丝锥通常是指高速钢磨牙丝锥,适用于在机床上攻丝;手用丝锥是指碳素工具钢或合金工具钢滚牙(或切牙)丝锥,适用于手工攻丝。根据其形状分为直槽丝攻和螺旋槽丝攻。直槽丝攻加工容易,精度略低,产量较大。一般用于普通车床螺纹加工用,切削速度较慢。螺旋槽丝攻多用于数控加工中心钻盲孔用,加工速度较快,精度高,排屑较好、对中性好。现在的工具厂提供的丝攻大都是涂层丝攻,较未涂层丝攻的使用寿命和切削性能都有很大的提高。
对合金性能的影晌规律和I3同晶型元素相似,特别是非活性共析元素锰、铬、铁在一般生产和热处理条件下,共析转变并不发生,因此可将钼、钒等组元同等对待,退火组织仍为仪+13相。但在高温长期使用的耐热合金,非活性共析元素的存在,将降低材料的热稳定性。
非标丝攻合金元素浓度超过仪相极限溶解度时,将进入仪+13相区,此时合金元素优先溶于I3相,因而I3相具有更高的强度和硬度,这样合金平均强度将随组织中I3相所占比例增加而提高,大约至仪相和p相各占5 0 070时强度达到峰值。再增加I3相数量,强度反而有所下降。强化作用按钼、钒、钽、铌次序递减。