












| 材质 | 高速钢 |
|---|---|
| 尺寸 | 52 |
| 功能 | 挤压 |
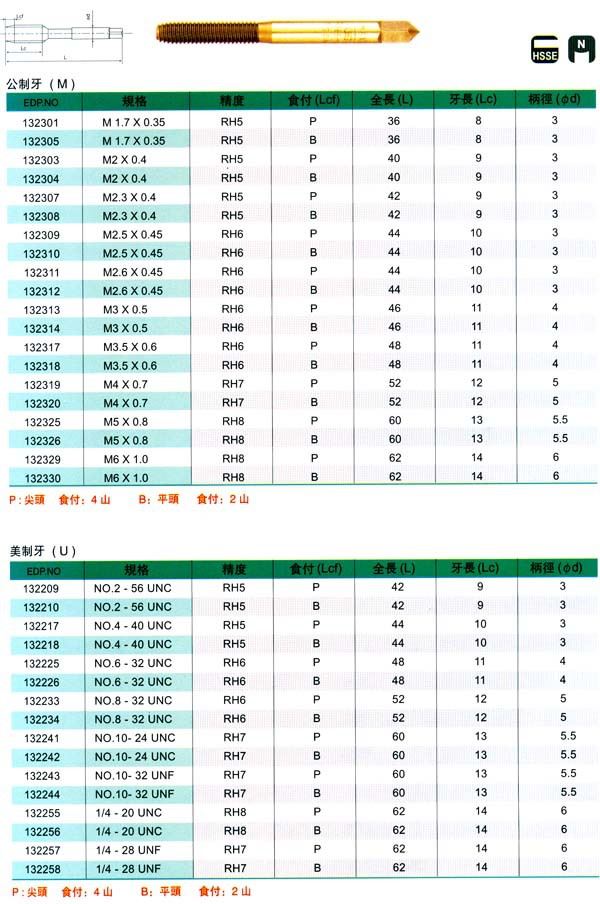
| 公称直径 | 4mm |
| 螺距 | 0.8mm |
| 螺纹类型 | 粗牙螺纹 |
| 丝锥样式 | 直槽 |
| 制式 | 公制 |
| 适用范围 | 机用 |
| 螺纹代号 | 1276351 |
| 品牌 | 其他 |
| 型号 | NRT |

以上报价仅供参考,详情请来电或旺旺咨询,网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,为了避免延误了收货时间造成双方不必要的损失,请拍前一定要联系客服,谢谢!

铝合金用挤压丝锥,主要的特点**是无屑加工,主要是利用被加工材料的延展性挤压变形,由于是迫牙丝攻是单牙直入,其切削力比切削丝攻要小,并且由于是挤压变形,工件材料的金属纤维线没有切断,故能增加螺纹的抗拉力,一般约30%,适用于展延性较好之材料如铁板、铜板、铝板、不锈钢板及管类加工。广泛用于电子零配件、五金件,手机配件、钟表、汽车制造、航空等IT行。

 |  |
 |
|



挤压丝锥的结构特点
挤压丝锥是一种带有**圆弧的多边形截面的新型内螺纹加工刀具。改丝锥螺纹的横截面与切削丝锥的圆形不同,呈曲边棱形。其高点称为棱脊,相当于切削丝锥的切削刃,是丝锥螺纹的有效工作部位。安棱脊的形态可将丝锥分为直棱和螺旋棱挤压丝锥两种,前者磨削制造简单且较为常见,但在挤压螺孔时,螺旋棱挤压丝锥的接触状态较直棱要好,挤压过程更加平稳。这种丝锥没有容纳切屑刃的容屑槽,但在棱边低点处可有很浅很窄的油槽。另外,丝锥前端挤压丝锥的螺纹为完整齿形,其齿顶宽一般与校准部分相同。
挤压丝攻的计算公式
一、一般英制丝攻之换算公式:
1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79
二、一般英制牙换算成公制牙的公式:
分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058
三、美制牙换算公制牙公式:
例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.635
1、 孔内径计算公式:www.kuangshean.com
牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.19
2、挤压丝攻内孔算法:
下孔径简易计算公式1:
牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(**大下孔径)M6-(1.0×0.475)=5.525(**小)
例2:切削丝攻下孔内径简易计算公式:
M6-(1.0×0.85)=5.15(**大)M6-(1.0×0.95)=5.05(**小)M6-(牙距×0.860.96)/代码=下孔径