









| 材质 | 聚晶立方氮化硼 |
|---|---|
| 规格 | 规格型号齐全 |
| 加工范围 | HRC45以上 |
| 结构类型 | 焊接复合式、整体式 |
| 类型 | 粗精车均可 |
| 执行质量标准 | 国标 |
| 标准编号 | hlcbn |
| 是否进口 | 否 |
| 适用机床 | 车床 |
| 是否库存 | 库存 |
| 是否批发 | 批发 |
| 是否涂层 | 非涂层 |
| 贸易属性 | 库存 |
| 刀片厚度 | 标准厚度 |
| 发货期限 | 2天内 |
| 经营模式 | 自产自销 |
| 车刀角度 | 标准可选 |
| 品牌 | 华菱超硬 |
| 型号 | BN-S30、BN-K20 |
| 打样周期 | 4-5天 |
| 刀片形状 | 国标形状 |
| 刀片切削刃长度 | 标准长度 |
| 刀尖圆角半径 | 标准 |
切削加工制动鼓等灰铸铁零部件选择华菱超硬立方氮化硼刀具
1、切削加工铸铁制动鼓等汽车零部件采用普通刀具有什么问题?
使用普通刀具切削加工铸铁制动鼓等汽车零部件时,会出现刀具不耐磨、崩刀等现象,并且使用普通刀具频繁磨刀换刀,从而是生产效率低下,人工成本和刀具成本升高,性价比很低。
2、使用什么刀具能提高铸铁制动鼓等汽车零部件的光洁度呢?
切削加工铸铁制动鼓等汽车零部件目前**好的刀具材料是立方氮化硼刀具,尤其是华菱品牌的立方氮化硼刀具,不仅能大幅度提高生产效率,还能提高表面粗糙度达Ra0.8以内;

在切削加工铸铁制动鼓等汽车零部件的过程中,既要保证切削加工尺寸,又要提高切削加工效率,选择的刀具材料要求:一是对线速度不敏感,可高速切削;二是切削加工余量大的刀具,减少切削加工时间,提高切削加工效率。
华菱品牌立方氮化硼刀具BN-S30属于整体聚晶立方氮化硼刀具,适合粗切削加工工序,BN-K20属于焊接式立方氮化硼刀具,适合精切削加工工序。由于工序不同,切削加工余量不同,选择的刀具牌号也不同,下面**简单介绍一下立方氮化硼刀具切削加工铸铁制动鼓等汽车零部件的方案。
针对切削加工铸铁制动鼓等汽车零部件的不同工序选择合适的立方氮化硼刀具
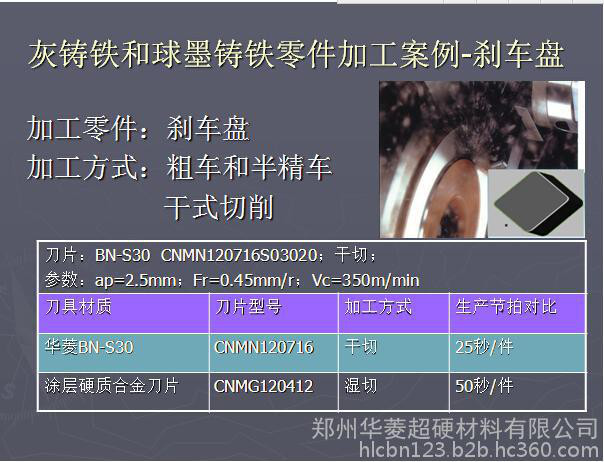
(1)粗切削加工工序:余量一般在3mm左右,选择立方氮化硼刀具BN-S30,BN-S30采用非金属(陶瓷)作为粘合剂,与传统立方氮化硼刀具相比增加了韧性,不仅高硬度高强度,而且具有良好的耐磨性和抗冲击性,可大余量车削铸铁制动鼓等汽车零部件,铸铁制动鼓等汽车零部件余量3mm可一刀完成。下图为华菱超硬立方氮化硼刀具BN-S30牌号切削加工铸铁制动鼓等汽车零部件图片。
切削参数:ap=1-10mm,Fr=0.2-1mm/r,Vc=200-800m/min。切削加工效果:华菱超硬立方氮化硼刀具BN-S30牌号的单刃寿命是涂层硬质合金刀具的15倍。
(2)半精切削加工:余量0.5mm之内,有两种选择方案:①是选择BN-S30,一刀完成;②是选择BN-K20两刀完成。建议使用BN-S30,节约切削加工时间。切削参数:ap≤1mm,Fr=0.05-0.3mm/r,Vc=300-1500m/min。
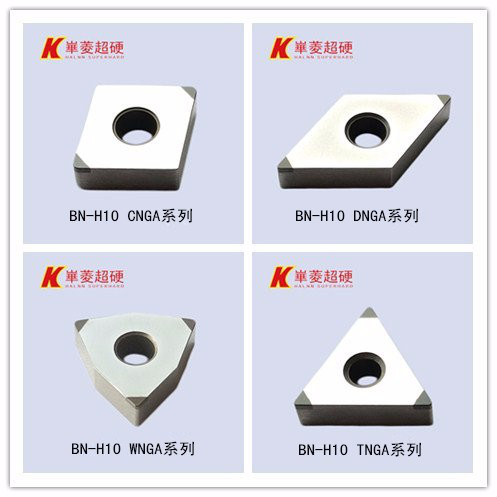
(3)精切削加工:余量0.3mm之内,选择立方氮化硼刀具BN-K20较经济,可保证制动面的光洁度和止口的光洁度和尺寸公差。下图为立方氮化硼刀具BN-K20切削加工制动面和止口的光洁度图片。

切削参数:ap≤1mm,Fr=0.05-0.3mm/r,Vc=300-1500m/min。切削加工效果:立方氮化硼刀具BN-K20的光洁度保证在Ra1.0之内,单刃寿命是其他厂PCBN刀具的1-2倍。

(4)粗切削加工,半精切削加工和精切削加工选择一种刀具-BN-S30:以上都是不同工序选择不同的刀具,还可以粗切削加工,半精切削加工和精切削加工选择同一种刀具-BN-S30,减少不必要的换刀时间,节约时间,降低切削加工成本,而且保证铸铁制动鼓等汽车零部件的表面光洁度。
我们华菱还能根据不同客户的需求为您量身定制**经济的**高效的刀具配置方案,并全程技术跟踪服务,质量三包,信誉保证,为您提供的价值超过契约!
欢迎新老客户来电咨询:
华菱微信公众号:郑州华菱超硬材料有限公司
联系人:谭春萍
手机:15670623393
QQ:2044262268
传真:0371-67981990
立方氮化硼刀具://www.hlcbn.org
切削加工制动鼓等灰铸铁零部件选择华菱超硬立方氮化硼刀具