



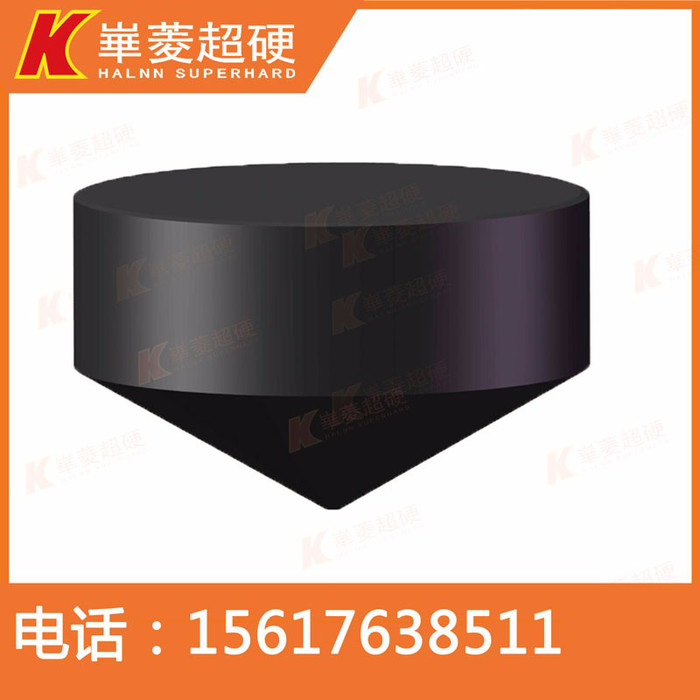


| 材质 | 聚晶立方氮化硼 |
|---|---|
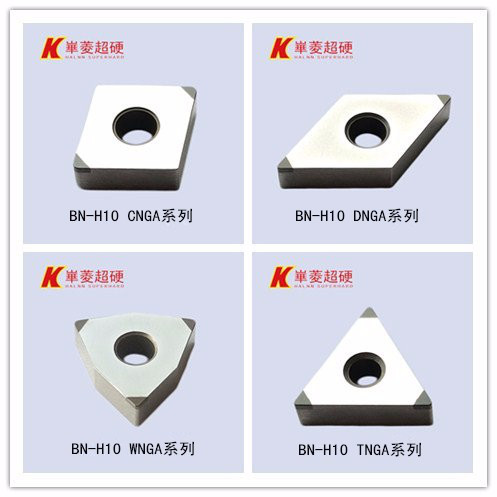
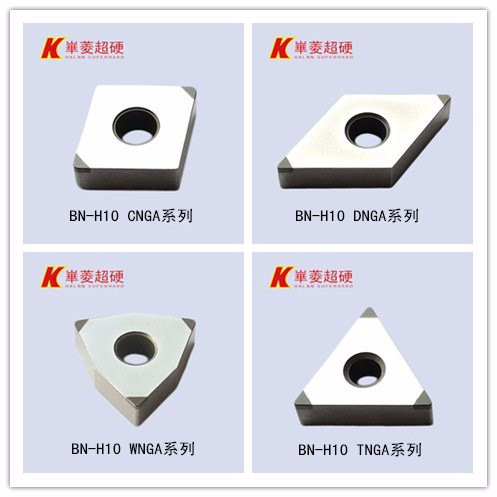
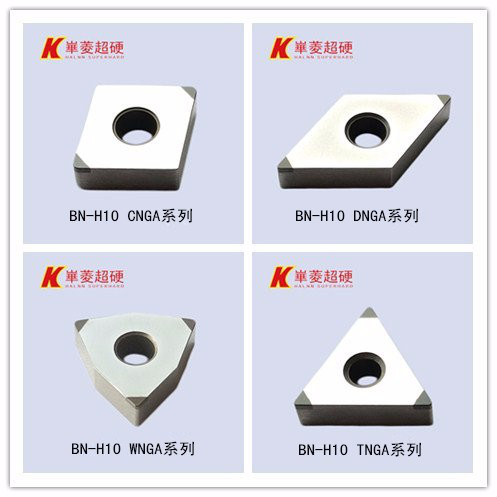
| 规格 | CNMN20404 |
| 加工范围 | 洛氏硬度HRC50以上 |
| 结构类型 | 复合式 |
| 类型 | 粗车刀,精车刀 |
| 执行质量标准 | 国标 |
| 标准编号 | CNMN120804 |
| 是否进口 | 否 |
| 适用机床 | 车床 |
| 是否库存 | 库存 |
| 是否批发 | 批发 |
| 是否涂层 | 非涂层 |
| 贸易属性 | 库存 |
| 刀片厚度 | 国标 |
| 发货期限 | 2天内 |
| 经营模式 | 自产自销 |
| 车刀角度 | 45,75,95 |
| 品牌 | 华菱超硬 |
| 型号 | BN-H20牌号和BN-S20牌号 |
| 打样周期 | 3-4天 |
| 刀片形状 | 国标 |
| 刀片切削刃长度 | 国标 |
| 刀尖圆角半径 | 国标 |
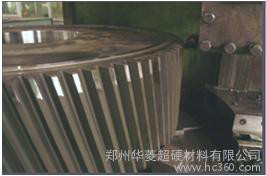
加工淬火钢齿轮选择华菱立方氮化硼刀具BN-S20牌号 在重庆,广东等地区选择华菱超硬刀具加工淬火钢齿轮明显提高了加工效率
加工淬火钢齿轮时有断续切削,其中断续切削包括中等断续切削和强断续切削,中等断续切削淬火钢齿轮**是齿轮某部位有孔,而强断续切削淬火钢齿轮**是齿轮热处理后切削齿面,大齿轮余量大,经过热处理后变形严重,加工此类淬火钢齿轮时刀具必须具备较高的硬度,耐磨性和较好的韧性和抗冲击性能。

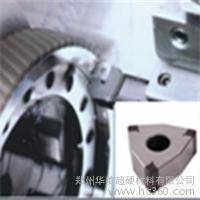
加工淬火钢齿轮的刀具有硬质合金刀具,陶瓷刀具和立方氮化硼刀具,硬质合金刀具加工淬火钢齿轮不耐磨,陶瓷刀具脆性大加工淬火钢齿轮时,不适合断续切削,传统的立方氮化硼刀具加工淬火钢齿轮也不太理想,一直找不到好的刀具材料加工淬火钢齿轮,直到华菱超硬推出三种刀具牌号,BN-H20牌号,BN-H21牌号和BN-S20牌号,其中BN-H20牌号,BN-H21牌号属于焊接式立方氮化硼刀具,主要适合精切削工序,而整体聚晶BN-S20牌号属于非金属粘合剂立方氮化硼刀具,除了有较高的硬度和耐磨性,还具有较强的抗冲击性和韧性,适合大余量断续切削齿轮和粗切削。
华菱超硬作为在业内以立方氮化硼刀具解决方案**的刀具公司,一直将提高切削效率作为服务客户的首要目标,并且以卓具特色的全方位服务体系,有效地满足客户的需求,华菱超硬以优化工艺,降低成本,提高效率为目标,为客户提供专家级的服务。
(1)以华菱立方氮化硼刀具BN-H20牌号加工淬火钢齿轮为例:加工材料:齿轮钢(淬火后硬度58HRC-63HRC),加工工序:淬火后精车(中等断续切削),切削参数:ap=0.25mm,Fr=0.1mm/r,Vc=120m/min,切削状态:断续切削,干式切削。加工效果:在相同的切削速度下,华菱立方氮化硼刀具BN-H20牌号的单刃比P立方氮化硼刀具的单刃多加工50件工件,并且节省了50%的工具费。节省了加工成本,并且提高了加工效率。
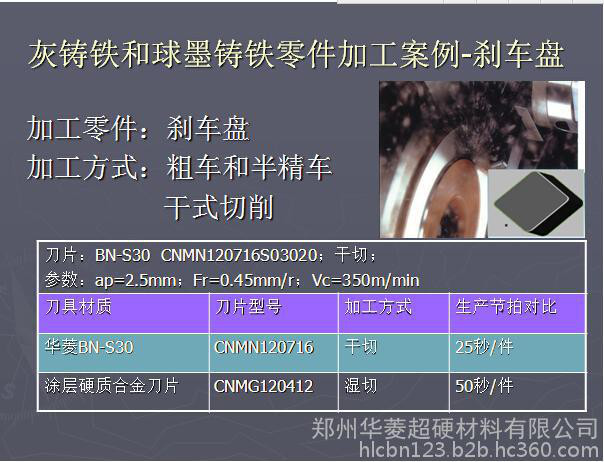
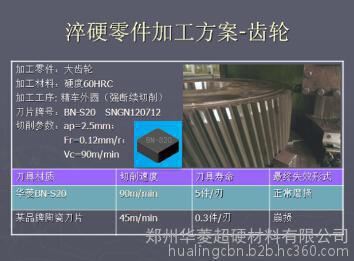
(2)以华菱超硬立方氮化硼刀具BN-S20牌号加工大齿轮为例:加工材料:大齿轮(硬度60HRC),加工工况:车外圆(加工余量大,而且是断续切削),切削参数:吃刀深度:ap=2.5mm,进给量:Fr=0.12mm/r,切削线速度:Vc=90m/min,切削状态:断续切削,干式切削。切削效果:在华菱立方氮化硼刀具BN-S20牌号的切削速度是陶瓷刀片的一倍的情况下,刀具寿命是陶瓷刀片的15倍,即提高了切削效率,又节省的刀具费用,并且刀具磨损是正常磨损,而不是人们所担心的刀片崩损。
加工淬火钢齿轮选择华菱立方氮化硼刀具BN-S20牌号 在重庆,广东等地区选择华菱超硬刀具加工淬火钢齿轮明显提高了加工效率
如切削淬火钢齿轮时出现刀具不耐磨或刀片破损时可来电咨询,我会为您选择**合理的刀具牌号和**好的售后服务,其他难切削硬材料均可尝试为您提供解决方案,欢迎来电咨询。
联系人:谭春萍
手机:15670623393
电话:0371-67986639
QQ:2044262268
传真:0371-67981990
立方氮化硼刀具://www.hlcbn.org
CBN刀片://www.hlcbn.com