







| 材质 | 聚晶立方氮化硼 |
|---|---|
| 规格 | 标准型号可选 |
| 加工范围 | 硬度HRC45以上 |
| 结构类型 | 复合式 |
| 类型 | 粗车,精车均可 |
| 执行质量标准 | 国标 |
| 标准编号 | SNMN150716 |
| 是否进口 | 否 |
| 适用机床 | 车床 |
| 是否库存 | 库存 |
| 是否批发 | 批发 |
| 是否涂层 | 非涂层 |
| 贸易属性 | 库存 |
| 刀片厚度 | 国标 |
| 发货期限 | 2天内 |
| 经营模式 | 自产自销 |
| 车刀角度 | 45,75,95 |
| 品牌 | 华菱超硬 |
| 型号 | BN-S20牌号 |
| 打样周期 | 3-4天 |
| 刀片形状 | 国标 |
| 刀片切削刃长度 | 国标 |
| 刀尖圆角半径 | 国标 |
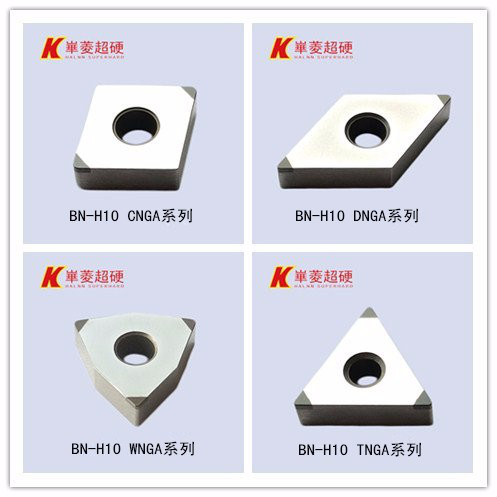
加工高锰钢圆锥破碎机的立方氮化硼刀具BN-S20牌号
如果加工高锰钢圆锥破碎机时刀具不耐磨,刀片容易破损欢迎致电15670623393,本人会为您选择**的刀具方案及**优的技术服务。
高锰钢圆锥破碎机广泛应用在冶金工业、建材工业、筑路工业、化学工业与硅酸工业中,适用于破碎中等和中等以上硬度的各种矿石和岩石,所以高锰钢圆锥破碎机必须具备高硬度高耐磨性和抗冲击性能,所以在加工高锰钢圆锥破碎机零件时选择正确的刀具很重要,选择硬质合金刀具加工高锰钢圆锥破碎机不耐磨,只适合加工小工件高锰钢,选择陶瓷刀加工高锰钢圆锥破碎机具,由于脆性大,切削时容易崩刃,选择立方氮化硼刀具加工高锰钢圆锥破碎机可有效解决难加工的问题。华菱超硬推出的立方氮化硼刀具BN-S20牌号属于非金属粘合剂,具有较高的硬度和耐磨性,并且具有良好的抗冲击性能和韧性。
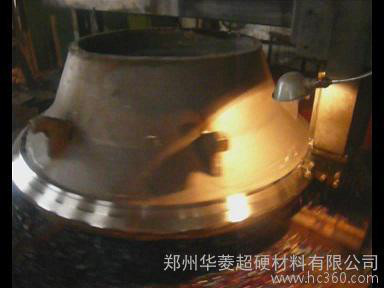
以车削加工高锰钢圆锥破碎机耐磨件为例(如图),工件材料为ZGMn13,铸件毛坯高低不平。

加工效果:华菱超硬BN-S20牌号加工加工高锰钢圆锥破碎机与硬质合金相比,切削速度是硬质合金刀具两倍,吃刀深度是硬质合金刀具两倍,华菱超硬BN-S20牌号加工加工高锰钢圆锥破碎机加工效率可提高12倍。
立方氮化硼整体聚晶BN-S20牌号是非金属粘合剂CBN刀具,加工高锰钢圆锥破碎机时吃刀深度7mm以上,比陶瓷刀具和普通CBN刀具抗冲击。特别是对于铸件表面恶劣的加工情况,可以拉荒粗车,不必对工件行进打磨平整后再加工。

加工高锰钢圆锥破碎机的立方氮化硼刀具BN-S20牌号【中国品牌华菱超硬可加工硬度HRC45以上的高锰钢圆锥破碎机】
联系人:谭春萍
手机:15670623393
电话:0371-67986639
QQ:2044262268
传真:0371-67981990
立方氮化硼刀具://www.hlcbn.org